Заключатся в том, что заполнение полости формы расплавом и затвердевание материала отливки происходит под воздействием избыточного давления воздуха или газа. Формообразование можно осуществлять в кокиле, песчаной или комбинированной форме (кокиль и песчаные или оболочковые стержни), а также в керамической или оболочковой форме.
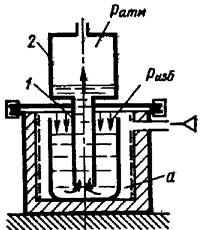
Рис. 1: Технологическая схема литья под низким давлением
Технологическая схема литья под низким давлением представлена на рис. 1, из которой видно что, если внутрь герметичной камеры a подать сжатый воздух или газ, под давлением Pизб > Pатм, то за счет возникшего перепада давления, жидкий металл поднимется по металлопроводу 1 и заполнит форму 2 до уровня соответствующего Н=(Pизб. – Pатм.)/ ρ. Термин «низкое давление» используют потому, что для подъема расплава и заполнения формы требуется избыточное давление менее 0,1 МПа.
Достоинства способа литья под низким давлением
Возможность регулирования скорости потока расплава в полости формы за счет регулирования величины давления в камере установки, что особо важно для улучшения заполнения форм тонкостенных отливок.
Наличие избыточного давления на расплав в процессе кристаллизации, что обеспечивает повышенное питание отливки и влечет за собой повышение плотности отливки.
Возможность автоматизации трудоемкой операции заливки формы.
Снижение расхода металла на литниково-питающую систему, за счет слива назад в тигель незатвердевшего металла из металлопровода, что повышает коэффициент выхода годного (в некоторых случаях – до 90%).
Наиболее широко литье под низким давлением используют для производства сложных фасонных и особо тонкостенных отливок из алюминиевых и магниевых сплавов.
Видео
Сегодня нам представилась возможность показать фильм компании «Kovopol», демонстрирующий процесс литья под низким давлением на разливочной машине NTL 8–8S 500AL (вариант с откидывающейся надстройкой), который мы предлагаем вниманию посетителей сайта. Положительно, что дикторский текст приведен на русском языке.
РАЗЛИВОЧНАЯ МАШИНА НИЗКОГО ДАВЛЕНИЯ NTL 8–8S 500AL
Предназначена для изготовления отливок средних размеров из алюминия и его сплавов методом литья под низким давлением. Величина отливок ограничена размерами зажимной поверхности для кокиля, которые в данном случае составляют 800 x 800 мм. Механическая часть машины представляет собой сборную конструкцию. Это позволяет приспособить тип и оснастку машины потребностям заказчика. Большим преимуществом является жесткость конструкции. Машина позволяет осуществлять все операции, необходимые для процесса литья, и облегчает их проведение. Основные параметры печи: вес расплава в тигле — 300–500 кг; температура заливки — 680–750°С; обогрев переходника, неуправляемой газовой горелкой; потребляемая мощность печи, макс./работа — 36/7 кВт; макс. рабочее давление — 3 бар. Размеры машины (Дл. х Шир. х Выс.) — 3410 x 2350 x 4 100 мм; вес машины — 9300 кг.
Warning: Cannot call assert() with string argument dynamically in /sata2/home/users/faceyourp/www/www.on-v.com.ua/wp-content/themes/lityo++/components.php on line 3