


ФОП ЛЕОНТІЄВ Михайло Васильович (г. Киев, Украина) поставляет керамические воронки производства компании LANIK s.r.o. (Чешская Республика), предназначенные для заливки керамических оболочек и фильтрования металла при производстве литья по выплавляемым моделям (Lost Wax Casting). Они изготавливаются из качественной керамики методом прессования под высоким давлением. Воронки применяются для литья стали, чугуна и цветных металлов и отвечают самим высоким требованиям при производстве отливок для самолетостроения.
 Керамические воронки отличаются:
Керамические воронки отличаются:
- высокой механической прочностью и точностью формы и размеров;
- досконально гладкой рабочей поверхностью (исключается риск эрозии);
- высокой химической чистотой керамики изделия.
В результате использования воронок происходит:
- снижение загрязненности отливки керамическими материалами;
- существенная экономия воска при производстве литниковой системы;
- упрочнение оболочки для ручных и автоматических манипуляций;
- возможность оснащения фильтрами стандартных типоразмеров;
- ламинарное заполнения формы металлом.
Технология использования
Воронки устанавливаются на восковую модель литниковой системы и, после обжига, становятся составной частью литниковой системы оболочковой формы. Для хорошего крепления воронки к покрываемому керамическому материалу на изделии предусмотрены специальные прессованные дорожки-углубления. Стандартное исполнение изделий с определенным количеством дорожек и их формой пригодно, прежде всего, для жаропрочного покрытия на базе циркония, муллита и малахита. При использовании других жаропрочных смесей форма и размер дорожек будут другие.
Ассортимент форм и размеров
Основные формы и размеры изделий определены сложившимися запросами заказчиков, которые инвестировали средства в производство оснастки для прессования необходимых им воронок..
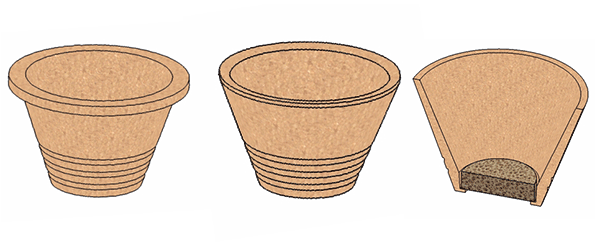
Таблица 1: Технические данные
| Наименование параметра/ тип воронки | SLC | SLCJ | SLC-Zr | SLCJ-Zr |
| Химический состав, % | ||||
| SiO2 | max. 55,0 | max. 55,0 | max. 51,0 | max. 51,0 |
| AL2O3 | min. 33,0 | min. 33,0 | min. 33,0 | min. 33,0 |
| ZrO2 | — | — | min. 6,0 | min. 6,0 |
| Fe2O3 | max. 2,0 | max. 2,0 | max. 1,9 | max. 1,9 |
| TiO2 | ≈ 1,3 | ≈ 1,3 | ≈ 1,0 | ≈ 1,0 |
| CaO | ≈ 0,5 | ≈ 0,5 | ≈ 0,2 | ≈ 0,2 |
| MgO | ≈ 5,0 | ≈ 5,0 | ≈ 5,0 | ≈ 5,0 |
| K2O | ≈ 1,0 | ≈ 1,0 | ≈ 0,6 | ≈ 0,6 |
| Na2O | ≈ 0,2 | ≈ 0,2 | ≈ 0,1 | ≈ 0,1 |
| Оъемный вес*, kg/m3 | 2050 | 2100 | 2100 | 2150 |
| Гигроскопичность*, % | 11 | 9 | 9 | 7 |
| Мнимая пористость*, % | 20 | 19 | 20 | 18 |
| Макс. рабочая температура, °C | 1700 | 1700 | 1700 | 1700 |
| Цвет* | оттенки охры | |||
* речь идет только об ориентировочных величинах, которые зависят от температуры обжига.
Упаковка и маркировка
Воронки обычно укладываются на европаллеты. Каждый слой изделий перекладывается картоном. Паллета с воронками обтягивается полиэтиленовой пленкой и оснащается специальным идентификационным ярлыком, который содержит следующую информацию: название товара, типоразмеры, дата изготовления, количество, рабочий номер работника ОТК и упаковки.
 Процесс управления качеством
Процесс управления качеством
В процессе производства воронок проводятся контрольные мероприятия, которые включают:
- гранулометрический контроль входного керамического сырья;
- контроль гранулометрии и влажности рабочей массы;
- текущий контроль и исследование технологических параметров (размеры, плотность)
- мониторинг процесса обжига.
Манипуляции, транспортировка и складирование
Рабочие манипуляции с воронками должны проводиться с учетом их хрупкости. Необходимо избегать, прежде всего, ударов, которые могут привести к трещинам, что в свою очередь может привести к разрушению целой оболочки во время заливки. Паллеты или другая упаковочная тара транспортируются в крытых транспортных средствах. Складируются изделия исключительно в крытых и сухих складских помещениях. Штабелировать паллеты запрещается.
Контакты
ФОП ЛЕОНТІЄВ Михайло Васильович
Адрес: Украина, 02095, г. Киев, ул. Княжий затон 4/69
Телефон: + 38 (044) 362-75-71
Телефон (моб.): +38 (050) 334-10-97
E-mail: leontiyev@ukr.net
ЄДРПОУ 1932310090
Платник єдиного податку 3 група — 5%
р/р 26001571161 в АТ «Райффайзен Банк АВАЛЬ» МФО 380805






