


М.В. Леонтиев — официальный представитель в Украине чешской компании LANIK, рассматривает технологии и материалы компании LANIK s.r.o. для фильтрации стали в процессе получения качественного стального литья.

ФОП ЛЕОНТІЄВ Михайло Васильович (г. Киев, Украина) предлагает в области фильтрования стали следующие материалы и услуги:
- Пенокерамические фильтры VUKOPOR® HTX, VUKOPOR® HT
- Фильтрационные технологии «под заказ»
- Фильтрационные формы
- Вспомогательные изделия
- Техническая помощь
- Разработка литниковых систем с фильтром
- Разработка фильтровальных ячеек
Пенокерамические фильтры VUKOPOR®
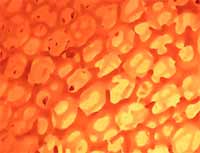
Пенокерамические фильтры VUKOPOR® изготавливаются из специально подобранных керамических материалов, которые обеспечивают их высокую жаропрочность и стабильность в процессе литья. Керамическое тело фильтра определяется трехмерной структурой взаимооткрытых пор, образующих лабиринт. Этой структурой и собственно керамикой фильтра обуславливаются оптимальные условия для использования всех механизмов активной фильтрации с возможностью плавного заполнения формы.
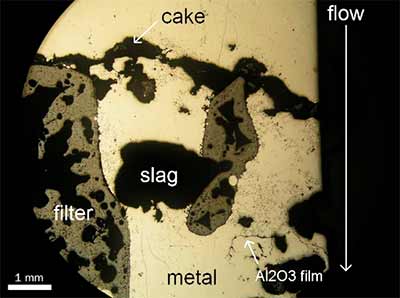
Уловленные включения внутри фильтра
Фильтры позволяют устранить из фильтруемого металла нежелательные включения, а также обеспечить ламинарный поток металла за фильтром, в результате чего происходит спокойное наполнение формы без риска ее эрозии. Кроме того, обеспечиваются условия, препятствующие вторичной оксидации металла.
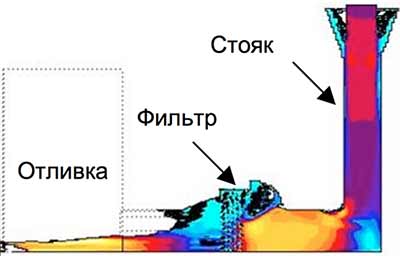
Потоки расплава в процессе литья. Голубой цвет – ламинарный поток за фильтром
VUKOPOR® HTX
 Пенокерамические фильтры VUKOPOR® HTX предназначены для фильтрования стальных сплавов при температуре до 1700°C. Кроме того, они также успешно применяются и для фильтрования серого и высокопрочного чугуна, в частности при сложных технологиях литья крупных отливок. Уникальная теплопроводность фильтров вместе с их небольшим весом обеспечивают быстрый прогрев фильтра (priming). Керамический материал фильтров хорошо поддается механической обработке, что обеспечивает нежелательный износ инструментов в процессе удаления фильтра из застывшей литниковой системы.
Пенокерамические фильтры VUKOPOR® HTX предназначены для фильтрования стальных сплавов при температуре до 1700°C. Кроме того, они также успешно применяются и для фильтрования серого и высокопрочного чугуна, в частности при сложных технологиях литья крупных отливок. Уникальная теплопроводность фильтров вместе с их небольшим весом обеспечивают быстрый прогрев фильтра (priming). Керамический материал фильтров хорошо поддается механической обработке, что обеспечивает нежелательный износ инструментов в процессе удаления фильтра из застывшей литниковой системы.
Фильтры с успехом применяются в тех случаях, где нельзя применить изделия из оксида циркония (риск ограничения прохождения металла или его полное «замерзание»), прежде всего при прямом литье на фильтр. Фильтры VUKOPOR® HTX менее пригодны для фильтрования низкоуглеродистых стальных сплавов (содержание углерода ниже 0,16 %), т.к. в этом случае изделие может служить дополнительным источником углерода.
 Oсновные характеристики фильтра пористостью 10 ppi:
Oсновные характеристики фильтра пористостью 10 ppi:
- базовая составляющая — углерод
- фильтровальный ресурс до 4 kg/cm2
- скорость фильтрования 0,08-0,14 kg/cm2/s
Преимущества:
- низкая теплоемкость —> быстрый прогрев
- низкая плотность —> всплытие фильтра после литья (прямое литье)
- высокая тепловая и химическая стойкость
- высокая скорость фильтрования
Недостатки:
- углеродная основа —> риск науглероживания низкоуглеродистых сталей, нельзя подогревать в кислой среде (напр. в печи обжига).
VUKOPOR® HT
 Пенокерамические фильтры VUKOPOR® HT предназначены для фильтрования стальных сплавов при температуре до 1700°C. Изделия предназначаются для гравитационного литья в песчаные и керамические формы, для точного литья по выплавляемым восковым моделям, а также для других технологий при литье низкоуглеродистых сталей. Это определяется их высокой химической чистотой, механической прочностью стойкостью к тепловым шокам.
Пенокерамические фильтры VUKOPOR® HT предназначены для фильтрования стальных сплавов при температуре до 1700°C. Изделия предназначаются для гравитационного литья в песчаные и керамические формы, для точного литья по выплавляемым восковым моделям, а также для других технологий при литье низкоуглеродистых сталей. Это определяется их высокой химической чистотой, механической прочностью стойкостью к тепловым шокам.
Основные характеристики фильтра пористостью 10 ppi:
- базовая составляющая – оксид циркония
- фильтровальный ресурс до 3,5 kg/cm2
- скорость фильтрования 0,08-0,12 kg/cm2/s
 Преимущества:
Преимущества:
- высокая механическая прочность —> удобные к применению (нар. обжиг оболочек)
- высокая химическая чистота —> для отливок из низкоуглеродистых сталей
Недостатки:
- высокая теплоемкость —> медленный прогрев —> риск «замерзания» металла
- высокая объемная плотность и твердость керамики —> риск быстрого расходования режущих инструментов при удалении фильтра из застывшей литниковой системы
Способы размещения фильтров
В распределительных каналах литниковой системы
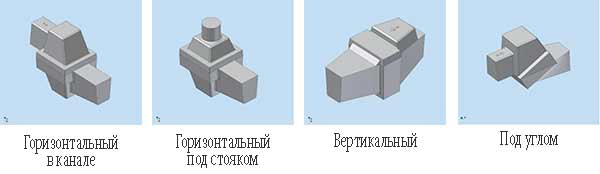
Таблица 1. Отношения сечений элементов литниковой системы
| Sстояк | Sфильтр | Sканал | Sпитатель |
| 1 | 4-6 | 1,15 | 1,3 |
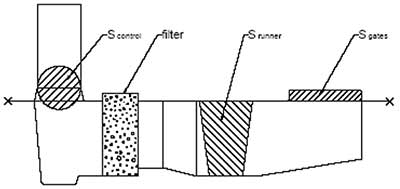
Рисунок к таблице 1.
Примеры размещения фильтров в распределительном канале:
Вертикальная установка фильтра
Горизонтальная установка фильтра
Установка фильтра под углом
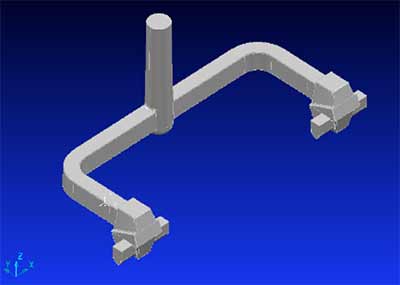
В экзотермической воронке-прибыли (прямое литье на фильтр)
 Преимущества:
Преимущества:
- полностью исключается литниковая система —> выход годного до 90%
- спокойное заполнение формы —> исключается эрозия формы
- короткий путь прохождения металла
- улавливание нежелательных включений в металле
- экзотермическая прибыль
Примеры использования экзотермических прибылей:
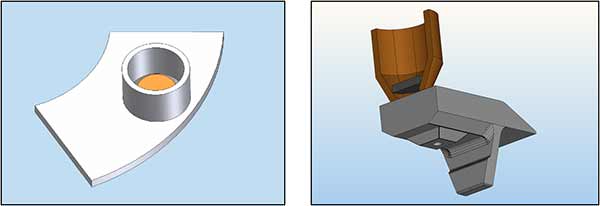
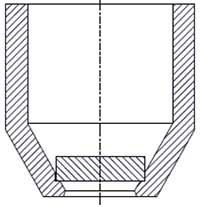
Экзотермическая воронка-прибыль Faprosid 25B
Изделие является комбинацией литейной воронки и экзотермической прибыли, и применяется для прямого литья через пенокерамический фильтр (система прямоточной заливки через экзотермическую прибыль). В воронку вставляется пенокерамический фильтр VUKOPOR HTX специальной формы с частично скошенной боковой поверхностью. Размеры воронки и фильтра зависят от количества металла для фильтрования и от скорости литья. После окончания заливки фильтр всплывает на поверхность расплава и легко удаляется.
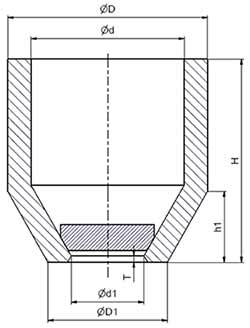
Таблица 2. Размеры экзотермических воронок-прибылей
| Тип | D | d | D1 | d1 | H | T | Объем | Модуль |
| мм | мм | мм | мм | мм | мм | дм3 | см | |
| TXS0 | 59 | 50 | 25 | 16 | 75 | 3 | 0,13 | 1,3 |
| TX0 | 60 | 50 | 35 | 25 | 98 | 3 | 0,18 | 1,5 |
| TX05 | 70 | 60 | 40 | 30 | 98 | 3 | 0,25 | 1,8 |
| TX1 | 85 | 75 | 47 | 37 | 98 | 3 | 0,40 | 2,1 |
| TX2 | 97 | 85 | 58 | 46 | 98 | 4 | 0,47 | 2,3 |
| TX2R | 100 | 87 | 56 | 43 | 149 | 4 | 0,79 | 2,5 |
| TX3 | 108 | 95 | 60 | 47 | 152 | 4 | 0,92 | 2,8 |
| TX4 | 134 | 120 | 74 | 60 | 149 | 4 | 1,39 | 3,2 |
| TX4/5 | 164 | 149 | 85 | 70 | 165 | 5 | 2,46 | 3,5 |
| TX5 | 166 | 149 | 87 | 70 | 195 | 5 | 2,98 | 3,8 |
| TX5/6 | 192 | 175 | 103 | 86 | 200 | 5 | 3,95 | 4,2 |
| TX6 | 195 | 175 | 106 | 86 | 245 | 5 | 5,03 | 4,6 |
| TX7 | 219 | 198 | 119 | 98 | 246 | 5 | 6,42 | 5,0 |
| TX8 | 238 | 216 | 132 | 110 | 243 | 5 | 7,92 | 5,4 |
| TX9 | 277 | 252 | 149 | 124 | 300 | 6 | 12,12 | 6,1 |
| TX10 | 327 | 300 | 176 | 150 | 300 | 6 | 17,03 | 6,9 |
| TX11 | 382 | 355 | 202 | 175 | 300 | 6 | 22,51 | 7,6 |
Пример 1: Повышение выхода годного за счет применения экзотермической прибыли, фильтра и холодильников
Отливка: корпус коробки передач грузового автомобиля.
Материал: низколегированная марганцевая сталь.

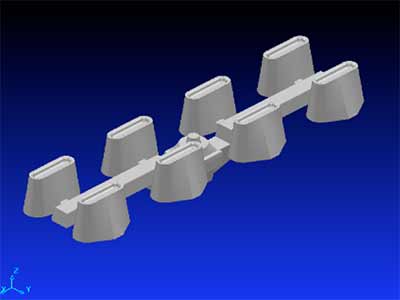
Пример 2: Повышение выхода годного за счет экзотермической прибыли и фильтров
Отливка: мелющая плита
Материал: марганцевая сталь
Старая технология: заполнение формы снизу через шамотовую воронку с литником, экзотермические воронки 2 шт., без фильтров
m=135 kg
Y= 65 %
Новая технология: прямое литье на фильтр, экзотермические воронки 2 шт., фильтр Vukopor HTX 1 шт.
m=115 kg
Y= 74 %

Преимущества:
- Повышение выхода годного на 9%
- Улучшение качества отливки – исключение нежелательных примесей.
- Уменьшение затрат на финальную обработку.
- Исключение шамотных воронок.
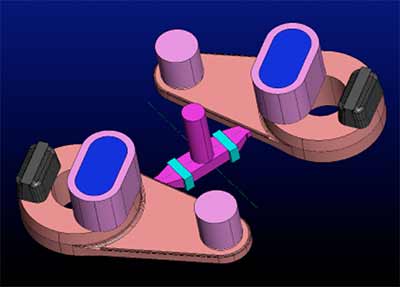
В фильтрационной карусели или фильтрационной решетке
Преимущества:
- возможность фильтрования при литье тяжелых отливок;
- агрегатная система, простота подключения к литейной системе;
- минимизация риска разрушения фильтра;
- увеличение фильтровального ресурса фильтров.
Конструкция этих фильтрационных форм основывается на том, что изделия состоят из двух половин (нижней и верхней), а внутри их размещаются пенокерамические фильтры, количество и размер которых зависят от количества фильтруемого металла.
Такие фильтрационные технологии используются при литье стальных или чугунных отливок большого веса, где в качестве литниковой системы используются шамотные литейные формы. Фильтрационная карусель или решетка присоединяется к шамотной литниковой системе, оставаясь при этом закрытыми, а соответственно чистыми внутри.

Фильтровальная карусель

Фильтровальная решетка
Автор
Леонтиев Михаил Васильевич, т./ф.: +38 (044) 362-75-71, т. (моб.): +38 (050) 334-10-97, e-mail: leontiyev@ukr.net






