


Рис. 1: Модификатор (инокулянт), освещаемый линейным лазером во время заполнения формы
В литейных цехах, в которых используется модифицирование (инокулирование) в потоке, обычно после заливки формы на поверхности формы виден слой модификатора. Это указывает на то, что только часть модификатора попадает в струю металла (и заносится в отливку), в тоже время значительная часть модификатора расходуется впустую (что приводит к снижению качества песка и увеличению стоимости). Новая система inoTECH ™ от pour-tech AB обеспечивает возможность видеть облако модификатора перед струей чугуна, позволяя рассчитать частоту попаданий (сколько всего модификатора попадает в струю чугуна).
Ранее доступные системы видения, полагаются на чугунную струю, «подсвечивающую» зерна модификатора, чтобы видеть их как черные точки перед потоком. Однако, этот метод не позволяет обнаружить модификатор по обе стороны от струи чугуна, что делает невозможным полное представление о «облаке» модификатора.
inoTECH ™ использует специальную камеру и активный источник света (линейный лазер) для обнаружения модификатора. Лазер действует как световая завеса, освещая модификатор, когда он проходит через струю чугуна. Затем камера может обнаружить зерна модификатора. С помощью специальной фильтрации, камера также может видеть струю чугуна за облаком модификатора и подсчитывает, сколько зерен попадает в струю, а сколько — слева или справа от нее.
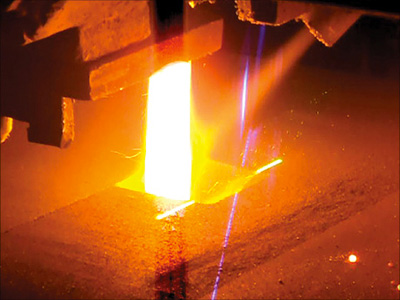
Рис. 2: Изображение струи чугуна с модификатором, освещенным линейным лазером (синий)
Путем деления числа зерен, обнаруженных в струе, на общее количество зерен можно рассчитать коэффициент попадания. Основываясь на частоте попадания, inoTECH ™ может предупредить оператора, чтобы он отрегулировал трубу для модифицирования, если коэффициент попадания был низким, или остановил разливочную линию, если коэффициент попадания слишком низок. Сигнал тревоги «не обнаружено инокулянта» предоставляется, если число обнаружений в начале заливки слишком мало. Этот сигнал тревоги может быть использован для остановки заливки до того, как пойдет плохой, не модифицированный металл.
Помимо оператора HMI, система оснащена видеомонитором, обеспечивающим изображение заливки, что позволяет оператору видеть модификатор и струю чугуна в режиме реального времени. Система делает 4-5 снимков струи металла и модификатора в секунду, каждый раз корректируя движение струи чугуна.
Поскольку система вычисляет частоту попаданий, она также может определить, следует ли отрегулировать трубу для модифицирования влево или вправо для достижения более высокого показателя попадания. Если блок модифицирования может перемещать модифицирующую трубу (серводвигатель или аналогичный), система может предоставить выходы для регулировки трубы в правильном направлении.
Продукт inoTECH доступен как в составе интегрированной системы автоматической заливки pourTECH ™, так и в виде отдельного устройства (где его можно интегрировать практически с любой нижней системой розливвки и модифицирующим устройством).
Данные о скорости попадания могут быть загружены в систему сбора данных об установке и стать частью записи о качестве для каждой заливки вместе с другими данными, такими как аварийные сигналы, время цикла, количество обнаружений и т. д. (Несколько часов данных о скорости попадания доступны для просмотра непосредственно в системе HMI).
Благодаря тому, что максимально возможное количество впрыскиваемого модификатора действительно попадает в струю чугуна, процесс литья улучшается, что приводит к повышению качества литья и сокращению отходов модификатора.
inoTECH ™ снижает вероятность получения недостаточно модифицированных отливок, что дает уверенность как литейщикам завода, так и потребителям литейного завода.
Справка
pour-tech AB — специализируется на системах автоматической разливки для чугунолитейных заводов. Используя лазерную технологию, предприятие создает системы разливки, предоставляя комплектные системы заливки с необогреваемыми ковшами для новых установок, а также поставляет лазеры, устройства управления заливкой и приводы для интеграции с другим оборудованием, таким как печи и существующие ковши.
Автор
Goran Lowback (Горан Лоубэк) — президент Viking Technologies Inc., e-mail: goran.lowback@viking-technologies.com
Похожие записи


Tags:
Модифицирование