




Bühler AG (Швейцария) — глобальная компания с широкой сферой деятельности, осуществляющая с 1932 года выпуск машин литья под давлением для производства отливок из алюминиевых и магниевых сплавов и периферии к ним.
О Bühler
Bühler AG является активным международным поставщиком решений для промышленного производства продуктов питания, инновационных материалов и оборудования. Компания позиционирует себя как поставщик промышленных решений для развития успеха заказчиков, предлагая им максимальную окупаемость вложений. Реализуемые по всему миру решения предусматривают проектирование, разработку промышленного применения, производство, услуги и обучение, охватывая всю цепочку создания добавленной стоимости, предоставляя в распоряжение заказчика преимущества высочайшего уровня эффективности, производительности, качества и возможность выхода на новые рынки.
Являясь лидером в технологиях, Bühler ежегодно инвестирует до 5% своего дохода в исследования и разработки. В 2015 г. в Bühler AG включал в своем составе 27 промышленных предприятий, 86 центров продаж, 90 станций сервисного обслуживания в более чем 140 странах мира, которые обслуживало около 10800 сотрудников. Годовой доход от продаж в этом году составил 2,4 миллиарда швейцарских франков.
Компания Bühler (Бюлер АГ) является основным поставщиком решений для технологий литья под высоким давлением, в частности, Отдел литья под давлением компании Bühler является лидером на мировом рынке в области алюминиевых решений для автомобильной промышленности, направленных на снижение веса конструкции автомобиля, что влечет за собой снижение выбросов углекислого газа. Подробно Решающим фактором успеха является широчайший диапазон предлагаемых решений — комплексов литья под давлением и услуг технологической поддержки.
50% всех новых легковых автомобилей во всем мире оснащены компонентами, изготовленными литьем под давлением на машинах компании Bühler.
Для взыскательных клиентов Bühler предлагает индивидуальное комплексное решение – полностью интегрированную «Ячейку литья под давлением», объединяющую в себе машину литья под высоким давлением с максимальным усилием запирания в диапазоне от 2600 до 44000 кН и всю необходимую периферию.
Технологии
Наряду с оснащением литейного производства высокотехнологичными машинами литья под давлением и периферийными устройствами, в дополнении к 4-м стандартным процессам литья под давлением (алюминиевое, магниевое и вакуумное литье, пресс литье), c целью повышения эффективности стандартной технологии, компания Бюлер разработала 4-ре дополнительных оптимизированных технологических процесса: LTC, SPEEDiall, процесс производства блоков цилиндров двигателей, процесс производства структурных компонентов.
- Традиционное литье под давлением алюминиевых сплавов: Разогретый до температуры 650-700°C, алюминиевый сплав подается дозирующим устройством в камеру прессования машины литья под давлением, после чего под высоким давлением, создаваемым перемещением с высокой скоростью плунжера, впрыскивается в полость пресс-формы. Охлаждение и кристаллизация расплава в пресс-форме протекают под высоким давлением, что позволяет сократить длительность процесса и компенсировать усадку. По окончании кристаллизации пресс-форму раскрывают и извлекают отливки. Новый цикл начинается с очистки и смазки рабочих поверхностей пресс-форм, которые выполняет смазчик пресс-форм (лубрикатор).
- Литье магниевых сплавов под давлением. В отличие от литье алюминиевых сплавов, данный процесс предусматривает подачу расплава непосредственно в камеру прессования, без контакта с воздухом. Процесс предусматривает соблюдение следующих требований: нагрев и плавка магниевых сплавов, в целях безопасности, должны осуществляться в атмосфере инертного газа; по причине низкой теплоемкости магния, необходимо дополнительно уменьшать длительность первой фазы впрыска и заполнения пресс-формы, по сравнению с традиционным процессом литья алюминиевых сплавов.
- Вакуумное литье под давлением. При производстве литья под давлением металл впрыскивается в пресс-форму с очень высокой скоростью, что ведет к образованию турбуленнтных потоков, в результате чего металл насыщается парами воздуха, а при его охлаждении и кристаллизации в теле отливки образуется газовая пористость. При вакуумном литье под давлением во избежание указанного явления используют вакуумную установку для вакуумирования (извлечения воздуха из полости) пресс-формы перед ее заливкой, в результате чего получают высококачественные отливки пригодные для термической обработки и сварки.
- Пресс литье (жидкая штамповка) — используется для изготовления толстостенных отливок с повышенными требованиями к механическим свойствам, на традиционных горизонтальных машинах литья под высоким давлением Buhler. Специально разработанные пресс-формы и специально подобранное усилие прессования, позволяют избежать возникновения воздушных карманов в структуре отливки во время кристаллизации. Отливки, полученные данным способом, поддаются сварке и термической обработке.
- LTC (низкотемпературное литье — полужидкая штамповка) — запатентованный процесс, являющийся усовершенствованием традиционного процесса литья под давлением. Контролируемый блок охлаждения, в сочетании с системой дозирования металла и литниковой системой, производит селективный отвод чрезмерного тепла из расплавленного металла. Блок охлаждения отслеживает и сохраняет данные о количестве отведенного тепла для оптимизации процесса. Преимущества процесса литья в твердожидком состоянии: сокращение цикла литья (сокращение времени кристаллизации и времени смазки пресс-форм); увеличение срока службы пресс-форм (за счет снижения рабочих температур); сокращение процента брака.
- SPEEDiall — запатентованный процесс, снижающий на 10-15% длительность цикла литья под давлением алюминиевых и магниевых сплавов. Механический отсекатель перекрывает камеру прессования, в то время пока пресс-форма еще открыта, благодаря чему заполнение расплавом начинается раньше, т.о. происходит сокращение первой фазы цикла литья. Использование данного процесса возможно при условии выполнения следующих требований: механизм извлечения стержней должен находиться на неподвижной плите, пресс-форма не должна иметь поверхностей скольжения в нижней части.
- Производство блоков цилиндров — новый запатентованный процесс производства блоков цилиндров двигателей, позволяет избежать различных недостатков литья в сравнении с традиционным процессом литья блоков. Благодаря идеальному сочетанию литниковой системы и дизайна пресс-формы, удается снизить стоимость пресс-форм на 10-15%, за счет увеличения их срока службы. Неоспоримыми преимуществами данного процесса являются: низкие эксплуатационные расходы и сокращение длительности цикла литья.
- Производство структурных элементов. Цель данного процесса — получение высококачественных отливок структурных компонентов на машинах литья под давлением с холодной горизонтальной камерой прессования, поддающихся дальнейшей обработке и сварке. Для реализации данного процесса необходимо осуществить оптимизацию следующих стадий: подготовка высококачественного сплава, дозирование металла, подбор системы вакуумирования для получения отливок высокого качества, смазка пресс-форм, последующая термическая обработка.
Энергосберегающие функции
Машины литья под давлениемBühler обладают широкими возможностями в части обеспечения большей энергоэффективности. В частности, машины и комплексы оборудуются системами контроля, которые регистрируют энергопотребление всех компонентов и выводят эти данные на экран. Данные измерения формируют основу для оптимизации технологического процесса в части расходования энергии.
Другая функция позволяет производить точную регулировку энергопотребления машины в зависимости от требований и параметров производимых отливок. Простая в настройке функция Пуск/Стоп обеспечивает автоматическое отключение отдельных компонентов или периферийных устройств в случае нарушения или прерывания производственного процесса, что позволяет предотвратить энергозатратное отключение всего комплекса литья под давлением.
Машины от Bühler оборудуются высокопроизводительными гидравлическими и приводными системами, что также позволяет значительно сократить энергопотребление.
Сервисное обслуживание и технологическая поддержка
Благодаря мощной глобальной сети обслуживания (несколькими центрами прикладных исследований, собстенным производствам, станциями модернизации оборудования и технологических разработок), подразделение литья под давлением поддерживает заказчиков на всех этапах капиталовложений. При этом, гарантируются максимальная производительность и высокое качество, начиная от проектирования системы до ввода в эксплуатацию, включая сопровождение в течение всего срока эксплуатации производственных систем.
Машины компании Bühler отличаются прочностью, низким уровнем обслуживания и предназначены для стабильной непрерывной работы. Они находят широкое применение в автомобилестроении, авиастроении, производстве отливок для компьютеров, бытовой техники и т.д.
Услуги
Консультационные услуги для обеспечения большей эффективности: специалисты компании Bühler проводят тщательную проверку комплексов литья под давлением клиентов компании и демонстрируют способы повышения энергоэффективности. Подробно
Продукция
1. Машины литья под давлением

Carat — двухплитная машина литья под высоким давлением с холодной горизонтальной камерой прессования для производства крупных и сложных отливок, качество которых должно отвечать самым высоким требованиям. Машина выпускается 13-ти типоразмеров, с усилием запирания: 10500, 13000, 14000, 16000, 17600, 20000, 22000, 25000, 27500, 32000, 35000, 40000, 44000 кН. Подробно

Evolution — 3-х плитная серия машин литья под высоким давлением с холодной горизонтальной камерой прессования для производства отливок средней и высокой сложности. Машина выпускается 7-ми типоразмеров, с усилием запирания: 2600, 3400, 4200, 5300, 6600, 8400, 9000 кН. Подробно

Ecoline S – серия машин литья под высоким давлением с холодной горизонтальной камерой прессования для производства не очень сложных отливок из цветных сплавов, с массой впрыска алюминия — до 13 кг. Производятся 4-ре модели: Ecoline S 34 (c усилием запирания — 3400 кН), Ecoline S 53 (c УЗ — 5300 кН), Ecoline S 66 (c УЗ — 6600 кН), Ecoline S 84 (c УЗ — 8400 кН). Производитель характеризует данную модель, как современную машину надежной конструкции, с базовым набором функций, по привлекательной цене. Подробно
2. Периферийные устройства к машинам ЛПД Carat и Evolution

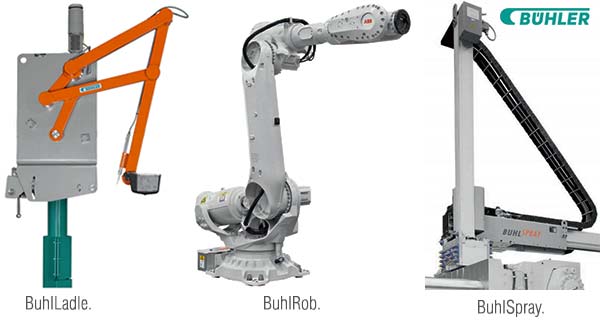
BuhlLadle
Заливщик металла с высокой точностью дозирования (два типоразмера). Предназначен для отливок весом от 5 до 23 кг. Подробно
BuhlSpray радиальный
Смазчик пресс форм для классического литья под давлением (два типоразмера). Предназначен для машин с усилием запирания до 14 000 кН.
BuhlSpray linear
Двухосный смазчик различной размерности для машин серии Evolution и Carat. Количество распылительных головок — до 8 штук. Подробно
BuhlEx
Манипулятор для съема отливок (два типоразмера). Пригоден для серийного производства. Предназначен для машин с усилием запирания до 14 000 кН.
BuhlRob
Робот частично интегрирован посредством шины данных. Базой данного робота является ABB система для литейных цехов. Подробно
BuhlTemp
Интегрированная система нагрева и охлаждения пресс форм (до 28 контуров охлаждения и нагрева с возможностью раздельного регулирования).
BuhlMark
Интегрированная система маркировки для нанесения порядкового номера и даты выпуска изделия. Подробно
Вакуумная система SmartVac
Интегрированная система вакуумирования процесса литья под давлением. Подробно
Большинство периферийных устройств может быть интегрировано в систему управления Бюлер и работать синхронно.
Контакты
Bühler AG
CH-9240 Uzwil, Switzerland
Телефон: + 41 71 955 12 12
Факс: + 41 71 955 25 88
E-mail: info@buhlergroup.com
http:// www.buhlergroup.com
Представительство Бюлер АГ в Украине
Украина, 02098, г. Киев,
ул. Шумского Ю., д. 1А, офис 118
Телефон/Факс: +38 (044) 520-55-85
E-mail: vira.derii@buhlergroup.com
http:// www.buhlergroup.com
Дополнительная информация
- Номер 140 готов
- Меняя мир к лучшему
- Buhler на METEF концентрирует внимание посетителей на возможностях восстановлении машин литья под давлением
- Mercury Castings ввел в эксплуатацию самый мощный в США комплекс литья под давлением
- Истории заказчиков Buhler: Pierburg
- Квантовый скачок в управлении процессом литья под давлением
- Консультационные услуги для обеспечения большей эффективности
- Применение облегченных конструкций позволяет снизить выбросы окиси углерода
- Stefan Scheiber новый генеральный директор Bühler
- BuhlerPrince поставит Mercury Casting машины литья под давлением
- BuhlerPrince сообщает о контракте на поставку машин ЛПД
