

Автоклавный способ получения высокопрочного чугуна предусматривает использование в качестве сфероидизирующего модификатора — магния первичного в чушках марок Мг 98, Мг 95, Мг 90 по ГОСТ 804-93, который вводят в расплавленный чугун в автоклаве под избыточным давлением, что исключает бурное протекание сфероидизирующего модифицирования. Напоминаем, что температура модифицирования обычно составляет 1450-1500°С, а температура кипения металлического магния при атмосферном давлении составляет 1107°С и, ко всему прочему, магний имеет малый удельный вес (1,73 г/см3), т.е плавает на поверхности чугуна.
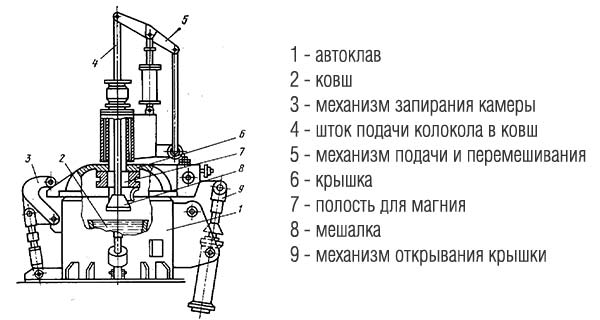
На рисунке представлен автоклав конструкции НИИСЛ, на примере которого рассмотрим стадии технологического процесса. Ковш с «исходным чугуном» помещают в автоклав, где создают избыточное давление воздуха 5-6 ати. Магний, предварительно уложенный сверху на колокольчик, вводится на поверхность чугуна при опускании колокольчика и введении его в расплав. За счет вращательного движения, колокольчик осуществляет перемешивание чугуна, замешивая в нем магний. Управление процессом осуществляют с дистанционного пульта. Длительность перемешивания, в зависимости от веса обрабатываемого чугуна, его температуры, количества вводимого магния, составляет от 0,8 до 4,0 мин. и регулируется автоматически. По окончании модифицирования, крышка автоклава открывается и чугун поступает на скачивание шлака и заливку форм.
Боковые стенки автоклава выполняются водоохлаждаемыми, днище и крышка автоклава футерованы. Мешалка колокольчика выполняется из графита, керамики или футерованной. Величина избыточного давления, которая зависит от температуры чугуна, устанавливается автоматически.
Достоинства способа:
- Отсутствие ограничений по содержанию остаточной серы в «исходном чугуне»
- В процессе сфероидизирующего модифицирования не вводится дополнительный кремний
- Возможность использования в качестве «исходного чугуна» обычного серого чугуна
- В процессе модифицирования образуется относительно чистый чугун
- Хорошо подходит для изготовления толстостенных отливок из ВЧШГ
Недостатки:
- Сложное оборудование и требуются дополнительные затраты на обслуживание
- Получаемый ВЧШГ нуждается во вторичном (графитизирущем) модифицировании или отжиге
В свое время Одесским НИИ специальных способов литья были созданы автоматизированные камеры-автоклавы мод. 99111 (номинальная емкость ковша 0,63 т), 99112 (3 т), 99113 (5 т), 99114 (10 т) технические характеристики которых представлены в табл. 1. На сегодняшний день данное предприятие уже не существует, но его автоклавы используются по настоящее время. Так, в частности, ДП «Литейный завод» ОДО «Первомайскдизельмаш», г. Первомайск (Украина) успешно производит литье для сельхозмашиностроения из высокопрочного чугуна, производимого автоклавным способом.
Таблица 1: Технические характеристики автоклавов для модифицирования чугуна магнием
| Наименование параметров | Модель | |||
| 99111 | 99112 | 99113 | 99111М | |
| Вес чугуна в ковше, т | 0,63 | 3,0 | 5,0 | 0,63 |
| Производительность, ковш./ч | 7-10 | 2-3 | 2-3 | 7-10 |
| Размеры, мм | 2430х1940х3030 | 2430х2500х2750 | 3600х3100х4145 | Ø2700х3200 |
| Внутренний диаметр камеры, мм | 1000 | 1600 | 2200 | 1000 |
Литература
- Отливки из чугуна с шаровидным и вермикулярным графитом. / Захарченко Э.В., Левченко Ю.Н., Горенко В.Г., Вареник П.А. – Киев: Наукова думка, 1986 – 248 с.
- Справочник литейщика: Справочник для профессионального обучения рабочих на производстве. / Могилев В. К. – М: Машиностроение, 1988. – 272 с.
- Справочник по чугунному литью / Под ред. д-ра техн. наук Н. Г. Гиршовича. – 3-е изд., перераб. и доп.- Л: Машиностроение, 1978. – 758 с.
Похожие записи

Tags:
Получение ВЧШГ