

Технология печей с вакуумной крышкой (VCAP) сочетает в себе плавку на воздухе и вакуумную очистку в гибридный процесс, который обеспечивает множество металлургических преимуществ по сравнению с традиционной плавкой на воздухе. Воздушная плавка имеет ограничения в отношении чистоты сплава (непроницаемые элементы с низким давлением паров), жесткого контроля состава и других металлургических проблем, таких как содержание газа (уровни кислорода, азота и водорода) и высокое содержание углерода.
В тех случаях, когда плавка в полном вакууме не требуется, в печах VCAP используется эффективная загрузка и плавка на воздухе, а затем применяется вакуумный колпак для улучшения рафинирования черных и цветных металлов. Это также уменьшает разброс свойств продукта, что в конечном итоге приводит к меньшему количеству брака.
Технология воздушно-индукционной плавки является очень распространенным производственным методом, используемым во всем мире, который позволяет производить сложные отливки из различных типов сплавов.
Требования к качеству и характеристикам сплавов становятся все более строгими для конечных пользователей в таких отраслях, как аэрокосмическая, медицинская, энергетическая, нефтегазовая, специализированная автомобильная и грузовая. Эти требования включают небольшое количество дефектов, если таковые имеются, и лучшие механические свойства.
Однако этих свойств трудно достичь с помощью стандартных методов плавления на воздухе.
Вот основные проблемы технологий воздушной плавки:
-
-
- Они могут страдать от ограниченного контроля чистоты состава сплава.
- Изменчивость уровня кислорода и азота при переходе от тепла к теплу.
- Текущая практика снижения содержания газа заключается в добавлении первичного материала, поскольку раскисление только алюминием может привести к неметаллическим включениям.
- Посторонние элементы с низким давлением паров, такие как Pb, Bi, Zn и т. д., могут быть восстановлены только путем разбавления.
- Снижение содержания углерода является металлургической задачей при плавке на воздухе.
-
Технология VCAP позволяет решить все эти проблемы благодаря преимуществам, уникальным для процесса вакуумной индукционной плавки, таким как превосходный контроль над всем химическим составом сплава, а не только над желаемым составом сплава, а также над полезными микроэлементами и вредными примесями. Кроме того, воспроизводимость точного контроля состава от плавки до плавки является исключительной и приводит к замечательному постоянству свойств материала на высоких уровнях.
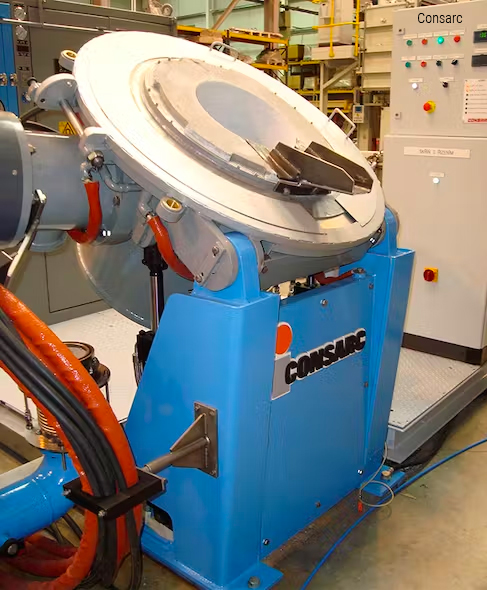
Рис. 1а: Вакуумная колпаковая печь емкостью 80 кг
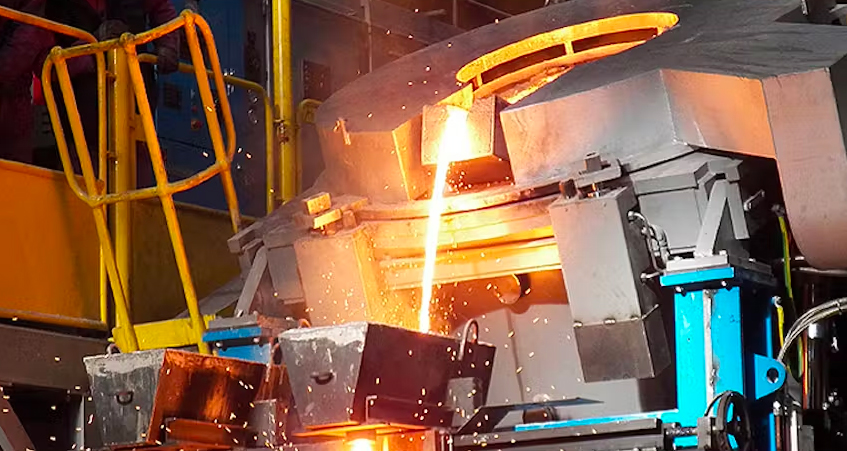
Технология VCAP, показанная на рис. 1, представляет собой гибридный процесс, который сочетает в себе методы воздушной плавки и вакуумной индукционной плавки (VIM). По сути, VCAP включает в себя печь для воздушной плавки с колпаком, который можно поместить на верхнюю часть индукционной плавильной катушки, что позволяет проводить циклы вакуумной дегазации после полного расплавления сплава на воздухе.

Рис. 1b: Вакуумная колпаковая плавильная печь емкостью 1,5 т
На рис. 2 показаны основы технологии VCAP как гибрида воздушной плавильной печи (слева) и вакуумной индукционной плавки (справа). Переменные процесса также влияют на капиталовложения, сложность процесса и качество производимого материала. В целом, печи VCAP предлагают мощное сочетание точности, чистоты и гибкости, что делает их идеальным выбором для производства сплавов с высокими эксплуатационными характеристиками и других передовых материалов.

Рис. 2: Портрет технологии VCAP как гибрида технологий воздушной плавки и вакуумной индукционной плавки, а также баланс капитальных вложений, сложности процесса и качества производимого материала
Основные моменты VCAP
Технология VCAP включает в себя следующие основные особенности, которые делают ее более выгодной по сравнению с технологией воздушной плавки:
-
-
- Он доступен в широком диапазоне размеров, от 50 до 30 000 кг, поэтому клиенты могут выбрать размер печи для малых масс заливки или исследовательских целей, а также для больших масс заливки.
- Уровень вакуума варьируется от 100 до 0,01 мбар. Уровни вакуума сильно зависят от состава C и O и последующей реакции обезуглероживания.
- Также доступна плавка в атмосфере аргона при парциальном давлении.
- Системы пористых пробок аргона/азота доступны для дополнительного перемешивания в расплаве, а затем способствуют хорошему перемешиванию, дегазации и общим металлургическим реакциям.
-
VCAP можно использовать для обработки почти всех металлов:
-
-
- Он доступен для плавления и смешивания выбранного сырья/возврата.
- Черные и цветные сплавы.
-
Могут быть реализованы некоторые различные металлургические процессы:
-
-
- Восстановление водорода, кислорода и азота (вакуумная дегазация).
- Восстановление попутных элементов с низким давлением паров, таких как Pb, Cd, Bi, Zn.
- Раскисление с использованием комбинации вакуума и реакции CO.
- Усиленная обезуглероживанием реакция CO при низком давлении, обеспечивающая превосходное обезуглероживание при сверхнизком содержании углерода (улучшенная обрабатываемость/обрабатываемость сплава).
-
В результате достигается лучшая микрочистота за счет сильного раскисления углерода и меньших остаточных включений, а в последствии:
-
-
- Увеличивается текучесть металла, что улучшает заполнение формы.
- Значительное улучшение механических свойств.
- Улучшение технологических характеристик, таких как горячедеформируемость, свариваемость и обрабатываемость.
- Значительно уменьшен разброс в свойствах и характеристиках продукта, поэтому меньше брака.
-
Шаги процесса
Печи VCAP представляют собой привлекательный вариант для высококачественных литейных производств, требующих улучшенной плавки на воздухе и не требующих полной вакуумной плавки. Доступны печи VCAP весом от 50 кг до 20 тонн для широкого спектра применений. Типичные области применения включают низко- и высокоуглеродистые стали, нержавеющие стали, кобальтовые сплавы, инструментальные и штамповые стали, сплавы на основе никеля и сплавы цветных металлов.
Печь VCAP предназначена для индукционной плавки твердой шихты на воздухе или в вакууме с конечной стадией дегазации под вакуумом. Окончательную заливку металла производят на воздухе или в защитной атмосфере инертного газа. Конфигурация основана на линейке индукционных печей Inductotherm со стальным корпусом, которые полностью адаптированы компанией Consarc для вакуумной обработки жидкого металла.
Кожух печи полностью герметизирован для работы в вакууме, а на верхней части агрегата имеется уплотнительный фланец/фартук. После операции плавления на воздухе (или вакуумом/инертным газом, если требуется) на верхнюю часть печи устанавливается вакуумная крышка с водяным охлаждением либо с помощью заводского крана, либо с помощью дополнительного подъемно-поворотного рычага. Вакуумная камера соединена с многоступенчатой механической вакуумной насосной системой, которая может откачивать атмосферу над расплавленной ванной.
Индукционная плавильная катушка питается от источника питания Inductotherm VIP ®, мощность и частота которого соответствуют высокой скорости плавления (высокая производительность) и оптимальному перемешиванию (металлургическое качество) в жидком состоянии. Частота перемешивания гарантирует, что сплав полностью гомогенизирован, а свежий жидкий металл циклически попадает на поверхность ванны, чтобы облегчить процедуру дегазации.
После откачки атмосферы процедура дегазации и интенсивная реакция CO позволяют удалить нежелательные газы, водород, азот и кислород до гораздо более низких уровней, чем это было бы возможно в воздухе.
По окончании процесса дегазации вакуумную крышку можно снять, а вокруг уплотнительного фланца надеть защитное кольцо. После этого печь готова к разливке под наклоном в транспортировочный ковш или изложницы. Обычно процесс заливки осуществляется на воздухе, но также возможны варианты заливки в защитной атмосфере. На рис. 3 показана схема процесса.
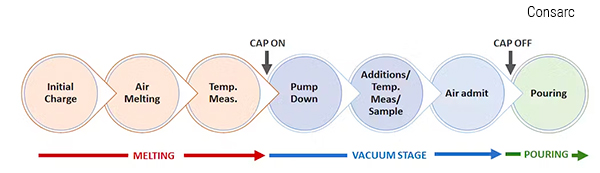
Рис. 3: Принципиальная технологическая схема технологии плавки VCAP (ПЛАВЛЕНИЕ: Загрузка печи-Плавление на воздухе-Контроль температуры, ОБРАБОТКА В ВАКУУМЕ: Накрытие печи крышкой-Откачка атмосферы-Дополнения / Контроль температуры / Отбор образцов-Впуск воздуха, ЗАЛИВКА: Снятие крышки-Заливка)
Тематические исследования
Компания Consarc провела ряд испытаний в Брненском технологическом университете в Чешской Республике, работая с установленной там 80-килограммовой печью Consarc VCAP.
В таблице 1 представлены некоторые примеры проведенных испытаний и преимущества, полученные в результате этих испытаний VCAP. Он включает в себя различные опыты с различными сплавами и с различными металлургическими задачами для каждого из них.
Таблица 1: Краткое изложение некоторых результатов испытаний технологии VCAP
|
№ |
Емкость, кг |
Сплав |
Начальное значение |
Окончательное значение |
% снижения |
Комментарии |
|
1 |
80 |
1.3243 Tool Steel |
азот 426 ч/млн |
азот 62 ч/млн |
85 / 43 |
дегазация |
|
2 |
80 |
ASTM A297 HL-Al Steel |
азот 1932 ч/млн |
азот 1029 ч/млн |
47 |
дегазация |
|
3 |
80 |
ASTM A297 HP-Al Steel |
азот 1156 ч/млн |
азот 586 ч/млн |
49 |
дегазация |
|
4 |
80 |
1.4852 Heat resistant |
азот 815 ч/млн |
азот 394 ч/млн |
52 / 15 |
дегазация / |
|
5 |
80 |
Hastelloy C22 Nikel Based |
углерод 0,071% |
углерод 0,395% |
96 |
декарбюризация |
|
6 |
80 |
A494 CW6MC Nicel based |
углерод 0,049% |
углерод 0,014% |
71 |
декарбюризация |
|
7 |
80 |
UmCo 50 Cobalt based |
углерод 0,300% |
углерод 0,078% |
74 |
декарбюризация |
На рис. 4 показано выделение кислорода и азота во время пробной плавки VCAP в Университете Брно.
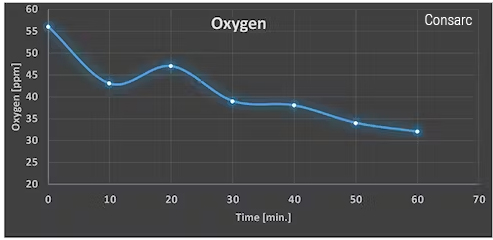
Рис. 4а: Выделение кислорода во время пробной плавки VCAP
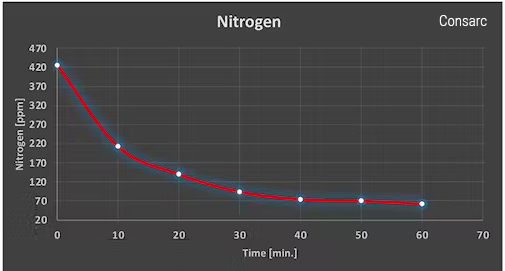
Рис. 4b: Выделение азота во время пробной плавки VCAP
В таблице 2 обобщены результаты исследований, проведенных на производственных площадках некоторых заказчиков.
Таблица 2: Сводка результатов испытаний технологии VCAP на производственных площадках
|
№ |
Емкость, кг |
Сплав |
Начальное значение |
Окончательное значение |
% снижения |
Комментарии |
|
1 |
800 |
Super Duplex 2507Stainless Steel |
углерод 0,060% |
углерод 0,029% |
52 |
декарбюризация |
|
2 |
2,500 |
IN 625 Ni alloy |
углерод 0,043% |
углерод 0,029% |
33 |
декарбюризация |
|
3 |
2,500 |
Hast C22 Ni alloy |
углерод 0,045% |
углерод 0,018% |
60 |
декарбюризация |
|
4 |
2,500 |
AISI 316 Stinless Steel |
углерод 0,030% |
углерод 0,015% |
50 |
декарбюризация |
|
5 |
1,100 |
Carbon Steel |
O2/N2/H2: 116/265/6.3 ч/млн |
O2/N2/H2: 62/111/2.9 ч/млн |
47/58/54 |
дегазация |
|
6 |
800 |
CF8MAustenic steel |
O2/N2: 322/848 ч/млн |
O2/N2: 71/562 ч/млн |
78/34 |
дегазация |
|
7 |
800 |
CF8MAustenic steel |
O2/N2: 261/790 ч/млн |
O2/N2: 60/497 ч/млн |
77/37 |
дегазация |
Выводы
Технология VCAP сочетает в себе простоту процесса воздушной плавки с преимуществами вакуумной плавки, такими как снижение содержания вредных газов, таких как водород, кислород (путем раскисления) и азота, а также посторонних элементов с низким давлением паров, таких как Pb, Cd, Bi, Zn.
Кроме того, процесс VCAP выполняет реакции обезуглероживания и десульфурации для уменьшения содержания углерода и серы соответственно.
Благодаря преимуществам технологии VCAP литейные заводы могут достичь:
- Улучшения химического состава сплавов отливок, улучшения микрочистоты, явного улучшения механических и литейных свойств, улучшения технологических характеристик, таких как горячедеформируемость, свариваемость, обрабатываемость.
- Усовершенствования процессов и значительное сокращение разброса свойств и характеристик продукта. В результате VCAP обеспечивает более стабильный процесс литья и снижение брака литых деталей.
Автор
Иньяки Викарио (Iñaki Vicario) — специалист по технологиям литья в Consarc Corp., телефон: (+34) 653 418 976; e-mail: ivicario@consarceng.com
Справка
Consarc является компанией группы Inductotherm с более чем 60-летним техническим опытом, специализирующейся на разработке и производстве широкого спектра передовых вакуумных печей и печей с контролируемой атмосферой для обработки металлов, специальных сплавов и конструкционных материалов. В следующих технологических процессах: Вакуумно-дуговой переплав (VAR); Электрошлаковый переплав (ESR); Вакуумная индукционная плавка (VIM); Вакуумная индукционная плавка с распылением инертным газом (VIM-IGA); Вакуумное прецизионное литье по выплавляемым моделям (VPIC); Индукционное плавление черепа (ISM); Индукционный вакуумный ковш (IVL); Вакуумная пайка; Вакуумное обезжиривание; Вакуумный нагрев; Вакуумные печи для плавления и отверждения кремния солнечного качества; Специально разработанные вакуумные печи и печи с регулируемой атмосферой для уникальных процессов и областей применения.
Источник: www.foundrymag.com
Tags:
Печестроение