

ФОП ЛЕОНТІЄВ Михайло Васильович (г. Киев, Украина) поставляет пенокерамические фильтры торговой марки VUKOPOR® HTX производства компании LANIK s.r.o. (Чешская Республика).
Назначение и характеристики
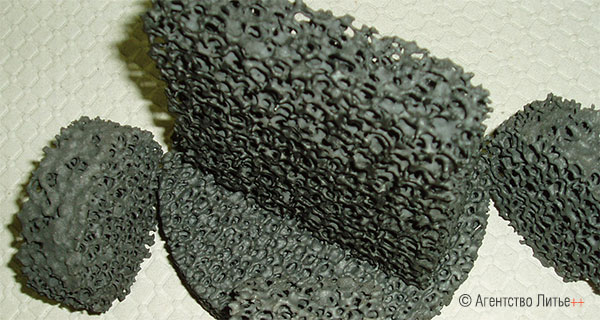
Пенокерамические фильтры VUKOPOR® HTX предназначены для фильтрования стали при температуре до 1700 °C в литейном производстве при изготовлении стальных отливок. Однако, изделия часто применяются и для фильтрования чугуна при производстве средних отливок из чугуна, где они подвергаются высокому металлостатическому давлению и длительному тепловому воздействию.
Пенокерамические фильтры изготавливаются из тщательно подобранных керамических материалов, которые придают фильтрам особые свойства. Высокая теплопроводность вместе с низким объемным весом создают оптимальные предпосылки для быстрого нагрева фильтра (priming) и минимизации тепловых потерь. Высокая устойчивость изделий к тепловым ударам позволяет использовать их в технологии прямого литья на фильтр через экзотермическую воронку-прибыль.
Фильтры VUKOPOR® HTX образованы трехмерной структурой взаимно-открытых пор, образующих лабиринт керамического тела фильтра. Благодаря такой структуре созданы оптимальные условия для использования всех механизмов эффективной фильтрации. Как и все другие виды пенокерамических фильтров, изделия позволяют устранить из расплава металла нежелательные примеси и обеспечить ламинарный поток расплава за фильтром. Ламинарный поток успокаивается наполнение формы, что в свою очередь сводит к минимуму возможность ее эрозии и риск возникновения новых нежелательных примесей, включая продукты вторичной оксидации.
Применение пенокерамических фильтров позволяет добиться высокого качества отливок при снижении затрат на их производство.
Повышение качества отливок:
- улучшение качества поверхности и внутренней чистоты,
- улучшение механических свойств,
- достижение более высокой точности формы и размеров.
Экономия расходов:
- снижение уровня брака,
- снижение расходов на механическую обработку (износ инструментов твердыми оксидами),
- упрощение моделей и литниковых систем.
Особенности фильтров VUKOPOR® HTX:
- быстрое прогревание (priming) фильтра и малые тепловые потери;
- высокая фильтрующая способность и скорость литья;
- обязательное всплывание фильтра в прибыли после литья;
- относительно низкие издержки на приобретение.
Фильтры VUKOPOR® HTX не рекомендуется применять для низкоуглеродистых сплавов (содержание углерода ниже 0,16 %), где они становятся дополнительным источником углерода, особенно это касается застывших литниковых систем с фильтром.
Рекомендуемое применение
Фильтры VUKOPOR® HTX с успехом применяются в случаях, где из-за высокой теплоемкости нельзя использовать изделия на базе ZrO2 (риск ограничения потока металла или его полное «замерзание»).
Фильтры устанавливаются в литейные ячейки литниковых систем формы, в экзотермические воронки-прибыли при прямом литье на фильтр или в фильтрационные карусели и решетки при фильтровании больших отливок и слябов.
Технические данные
Таблица 1: Технические характеристики фильтров
| Наименование показателя | Величина показателя |
| Структура | композитная — С |
| Цвет | черно-серый |
| Температура | макс. 1700°C |
| Пористость | 10, 15 ppi |
| Основные формы | квадрат, круг, прямоугольник |
| Специальное исполнение | половинный скос для посадки в прибыль (вариант CH) |
| Допуски размеров | + 0 / — 2 мм (до 99 мм) + 0 / — 3 мм (свыше 100 мм) |
Закрытые поры и трещины на рабочих поверхностях фильтра не допустимы. Боковые стенки фильтра могут быть поверхностно залиты керамикой.
Фильтровальные параметры
Таблица 2: Технологические параметры фильтрования
| Размер фильтра, мм |
Толщина фильтра, мм |
Скорость фильтрования, кг/с | Фильтровал. ресурс, кг |
|||
| серый чугун | высокопрочный чугун | углеродистая сталь | легированная сталь | |||
| 50х50х | 22, 25 | 3,5 | 2,5 | 2 | 3 | 60 |
| 75х50х | 22, 25 | 5,5 | 4 | 3 | 4,5 | 90 |
| 75х75х | 22, 25 | 8 | 5,5 | 4,5 | 7 | 140 |
| 100х75х | 22, 25 | 10,5 | 7,5 | 6 | 9 | 190 |
| 100х100х | 25, 30 | 14 | 10 | 8 | 12 | 250 |
| 125х125х | 25, 30 | 22 | 16 | 13 | 19 | 390 |
| 150х100х | 25, 30 | 21 | 15 | 12 | 18 | 380 |
| 150х150х | 25, 30 | 32 | 23 | 18 | 27 | 550 |
| Ø 50х | 22, 25 | 2,7 | 2 | 1,5 | 2,5 | 50 |
| Ø 60х | 22, 25 | 4 | 3 | 2,5 | 3,5 | 70 |
| Ø 70х | 22, 25 | 5,5 | 3,8 | 3 | 4,5 | 95 |
| Ø 75х | 22, 25 | 6 | 4,5 | 3,5 | 5,5 | 110 |
| Ø 90х | 25, 30 | 9 | 6,5 | 5 | 7,5 | 160 |
| Ø 100х | 25, 30 | 11 | 8 | 6 | 9 | 200 |
| Ø 125х | 25, 30 | 17 | 12 | 10 | 15 | 300 |
| Ø 150х | 25, 30 | 25 | 18 | 14 | 21 | 450 |
| Ø 175х | 30, 35 | 34 | 24 | 19 | 29 | 600 |
Приведенные в табл. 2 параметры фильтров определены на основе практического опыта. Они могут изменяться в зависимости от конкретных условий литейных производств: типа металла, температуры, уровня загрязнения, способа размещения фильтра в литниковой системе и др.
Выбирая размер, форму и пористость фильтров, нужно соблюдать действующие принципы и правила, учитывающие требуемую фильтрующую способность, скорость литья и место установки фильтра. Для оказания технической помощи просим связаться с коммерческо-техническим отделением фирмы или с нашими представительствами в конкретной стране.
Фильтры должны соответствовать необходимому месту установки в литниковой системе. Их форму и размеры нельзя править. Если в системе отсутствует буртик для установки фильтра, то фильтр можно изготовить со скосом для его посадки, что облегчит его выход на поверхность после окончания литья.
Фильтры специальных форм и размеров изготавливаются по индивидуальному заказу.
Упаковка и маркировка фильтров
Фильтры упакованы в картонные коробки, защищающие их от повреждения. Отдельные слои проложены мягкой многослойной бумагой. Между фильтрами оставлены пустоты, для предотвращения взаимных контактов изделий. Каждая коробка оснащена самоклеящейся этикеткой, содержащей идентификационные данные о фильтрах (размер, вид, пористость, дату производства, номер работника отдела контроля, номер заказа-наряда) и информацию о заказе (№ заказа, наименование заказчика и др.).
Обращение и применение
Рабочие манипуляции с пенокерамическими фильтрами должны проводиться с учетом их хрупкости. При обращении с фильтрами предпочтительно работать без перчаток. После извлечения из коробок изделия необходимо легко обстучать, и продуть струей сжатого воздуха.
Транспортировка и хранение
Картонные коробки и паллеты с пенокерамическими фильтрами транспортируются в крытых транспортных средствах. Изделия хранятся в закрытых сухих складских помещениях. Штабелировать картонные коробки разрешено максимально в семи слоях. Если в течение транспортировки и хранения фильтры были подвержены повышенной влажности, то перед применением их необходимо высушить при 110oC до полного удаления влаги.
Процесс управления качеством
Весь процесс производства пенокерамических фильтров VUKOPOR® определяется системой управления качеством согласно ISO 9001 : 2000.
Контакты
LANIK s.r.o.
Chrudichromská 2376/17,
680 01 Boskovice, Czech Republic
Телефон: +420 516 428 460
Факс: +420 516 428 499
E-mail: info@lanik.eu
http:// www.lanik.eu
ФОП ЛЕОНТІЄВ Михайло Васильович
Адрес: Украина, 02095, г. Киев, ул. Княжий затон 4/69
Телефон: + 38 (044) 362-75-71
Телефон (моб.): +38 (050) 334-10-97
E-mail: leontiyev@ukr.net
ЄДРПОУ 1932310090
Платник єдиного податку 3 група — 5%
р/р 26001571161 в АТ «Райффайзен Банк АВАЛЬ» МФО 380805

Warning: Cannot call assert() with string argument dynamically in /sata2/home/users/faceyourp/www/www.on-v.com.ua/wp-content/themes/lityo++/components.php on line 3