

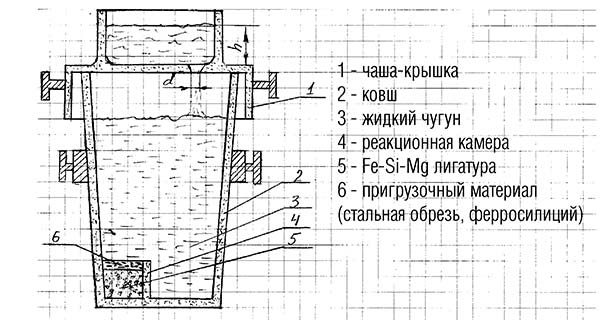
Сущность способа получения высокопрочного чугуна с шаровидным графитом (ВЧШГ) в промежуточном ковше с крышкой (tundish cover process) заключается в проведении сфероидизирующего модифицирования под печью в закрытом ковше с чашей-крышкой, предотвращающей проникновение воздуха внутрь ковша в процессе модифицирования. Способ разработан немецкой компанией QIT Fer Titan GmBH.
Способ предусматривает использование футерованной чаши-крышки с расчетным сечением отверстия для подачи чугуна в ковш, в рекционной камере которого размещается Fe-Si-Mg лигатура. В результате взаимодействия жидкого чугуна с магнийсодержащей лигатурой, магний переходит в парообразное состояние и, в виде пузырьков, поднимается за счет выталкивающей силы к поверхности чугуна, на своем пути растворяясь в чугуне. Наличие в составе жидкого чугуна 0,03% и более Mg, в дальнейшем способствует формированию сфероидальной формы графита в процессе его кристаллизации. Пары магния, прошедшие сквозь чугун, создают в ковше над поверхностью чугуна избыточное давление без доступа кислорода, что исключает возможность окисления магния и положительно влияет на увеличение усвоения магния в чугуне, которое при отработанных режимах может достигать 60-80%.
К достоинствам этого высоко эффективного метода можно отнести:
- Низкие капиталовложения.
- Отсутствие пироэффекта, спокойное протекание реакции модифицирования.
- Низкое дымовыделение.
- Высокое усвоение магния.
- Низкие тепловые потери.
- Низкое количество образующихся шлаков.
Основным критерием, при расчете диаметра впускного отверстия чаши является условие, при котором жидкий чугун должен находиться в чаше-крышке до тех пор пока не утихнет протекание реакции модифицирования. Расчет ведут по формуле Озанна:
F = G / τ μ 0,31 √h
F — площадь отверстия чаши, см2
τ — продолжительность заливки, с
μ — безразмерный коэффициент расхода при истечении металла из отверстия чаши (ориентировочно μ=0,85)
0,31 — коэффициент с размерностью кг/(см2,5 с)
h — средний металлостатический напор (средняя высота слоя металла в чаше), см
G — масса металла, заливаемого в ковш, кг
Промежуточный ковш с крышкой может быть спроектирован под любые конкретные условия производства и здесь наблюдается широкое разнообразие вариантов, в частности ковш с фиксированной крышкой, ковш с поднимающейся крышкой, стационарная крышка под печью и т.д.

Рис. 1
На рис. 1 представлен ковш с фиксированной крышкой компании Acetarc Engineering Company Ltd — одного из мировых лидеров в производстве литейных ковшей. Ковш состоит из трех скрепленных болтами частей: чаши-крышки, корпуса и отъемного днища. Крышка, сочлененная с верхней частью корпуса ковша, не снимается до очередного ремонта или замены футеровки. Она состоит: из приемно-разливочной чаши с желобчатым носком и отверстием для впуска – выпуска металла; трубы для загрузки порции измельченного сфероидизатора, снабженной быстродействующими и плотно подогнанным утяжеленным колпачком – защелкой; самоуплотняющейся вентой для сброса избыточного газового давления и ввода горелки для подогрева ковша; окна с быстродействующей дверкой для выпуска шлака. Корпус ковша снабжен редукторным механизмом поворота ковша и верхней подвесной рамой. Съемное днище разделено вертикальной перегородкой на реагентную и металлоприемную камеры. Во время наполнения ковша чугуном чаша должна быть заполнена не менее чем на половину ее высоты, что предотвращает аспирацию воздуха в ковш.

Рис. 2
На рис. 2 представлен ковш с поднимающейся крышкой компании Acetarc Engineering Company Ltd, что позволяет осуществлять скачивание шлака после окончания модифицирования и осуществлять заливку форм непосредственно из этого ковша.
Литература
- Отливки из чугуна с шаровидным и вермикулярным графитом / Захарченко Э.В., Левченко Ю.Н., Горенко В.Г., Вареник П.А. – Киев: Наукова думка, 1986 – 248 с.
Tags:
Получение ВЧШГ