

Чугун с вермикулярным графитом (ЧВГ) обладает высокими физико-механическими свойствами, которые обусловлены трехмерной вермикулярной формой графитовых включений, имеющих кораллоподобный вид.
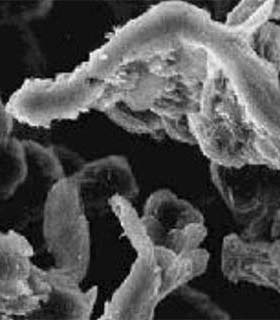
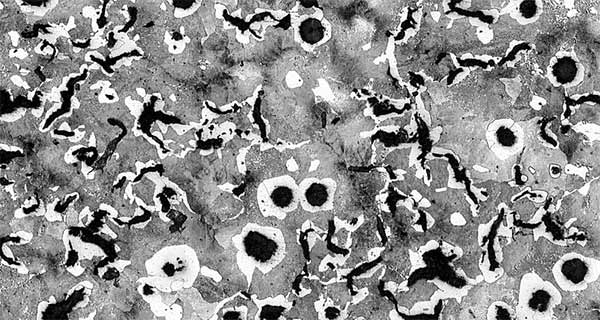
Рис. 1: Формирование ответвлений графита в ЧВГ
На первой стадии кристаллизации чугуна с вермикулярным графитом формируется графит шаровидной формы, который в начале эвтектической кристаллизации трансформируется в вермикулярный графит. Вырождение шаровидного графита происходит в результате формирования на его поверхности графитовых ответвлений, растущих в результате контакта с жидким металлом. Лепестки вермикулярного графита состоят из мелких кристаллитов разнообразной пространственной ориентации и формы, часто с округленными формами (рис. 1), что обеспечивает хорошие адгезионные свойства между графитом и чугунной матрицей. Такая форма графита препятствует возникновению и распространению трещин и, как следствие, является причиной высоких механических свойств и теплопроводности.
Чугун с вермикулярным графитом, (в Европе данный чугун называют «Чугун с компактным графитом», сокращенно CGI) обладает редким сочетанием высоких показателей специфических свойств (прочность, пластичность и теплопроводность), необходимых для производства деталей в автомобилестроении, работающих в условиях теплосмен и значительного перепада температур, таких как: блоки цилиндров, головки блоков цилиндров дизельных и крупных бензиновых двигателей, к которым дополнительно предъявляются высокие требования по низкой металлоемкости деталей, что вызывает заметный интерес к данному виду чугуна и стимулирует его широкое применение в автомобилестроени, тракторостроении, тепловозостроении, судостроении в первую очередь для производства тяжелонагруженных дизельных двигателей.
Шведская компания SinterCast (г. Катриненхольм) осуществила революционную разработку надежной технологии промышленного производства CGI (Compacted Graphite Iron – чугуна с вермикулярным графитом) в крупных промышленных объемах, что позволило совершить прорыв в автомобилестроении: создавать мощные дизельные двигатели, работающие при более высоких давлениях сгорания, одновременно значительно снижая выбросы вредных веществ в атмосферу. Примечательно, что вес и габариты двигателя из CGI ниже, чем равноценного из алюминиевого сплава. Технология SinterCast успешно используется для производства отливок из CGI, начиная от 2 кг до 17 т. Объем производства отливок из CGI в мире растет из года в год, в частности, согласно последнего отчета SinterCast: в третьем квартале (июль-сентябрь) 2016 года серийное производство лицензиантами из чугуна с вермикулярным графитом (седьмой квартал подряд) находится на уровне или превышает эквивалентный порог в 2 млн. условных двигателей» («один двигатель эквивалент» = 50 кг). Читать подробно
Стандарты
Технические характеристики чугуна с вермикулярным графитом для изготовления отливок, в Украине регламентируется ГОСТ 28394-89 «Чугун с вермикулярным графитом для отливок. Марки».
Маркировка
Условное обозначение марки включает: букву Ч — чугун; буквы ВГ — вермикулярный графит (форма графита) и цифровое отображение минимально допустимого значения временного сопротивления разрыву при растяжении в σB (в кгс/мм2). К примеру, ЧВГ 30 означает — чугун с вермикулярным графитом с пределом прочности на растяжение не ниже — 30 кг/мм2.
Механические свойства
Механические свойства материала отливок из чугуна с вермикулярным графитом в литом состоянии или после термической обработки должны удовлетворять требованиям ГОСТ 28394-89, приведенным в табл. 1.
Таблица 1: Механические свойства чугуна с вермикулярным графитом по ГОСТ 28394-89
| Марка чугуна |
Временное сопротивление разрыву при растяжении, МПа (кг/мм2) |
Условный предел текучести, МПа (кг/мм2) |
Относительное удлинение, % |
Твердость по Бринеллю, НВ |
| Не менее | ||||
| ЧВГ 30 | 300 (30) | 240 (24) | 3,0 | 130-180 |
| ЧВГ 35 | 350 (35) | 260 (26) | 2,0 | 140-190 |
| ЧВГ 40 | 400 (40) | 320 (32) | 1,5 | 170-220 |
| ЧВГ 45 | 450 (45) | 380 (38) | 0,8 | 190-250 |
Примечание. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости.
Для определения механических свойств чугуна применяют отдельно отлитые заготовки, такие же как и для ВЧШГ. Определение механических свойств проводят по ГОСТ 1497 на одном образце диаметром 14 мм с расчетной длиной 70 мм. Определение твердости проводят по ГОСТ 27208.
Справочные данные по ГОСТ 28394-89 о влиянии приведенной толщины стенки на механические свойства материала отливки приведены в табл. 2.
Таблица 2: Влияние приведенной толщины стенки отливки на механические свойства ЧВГ
| Характеристика показателя | Приведенная толщина стенки, мм | ||||
| 10 | 20 | 30 | 50 | 100 | |
| Временное сопротивление при растяжении, МПа | 450 | 420 | 400 | 380 | 350 |
| Относительное удлинение, % | 3,8 | 3,5 | 3,0 | 2,8 | 2,5 |
| Твердость по Бринеллю, НВ | 190 | 180 | 170 | 160 | 160 |
Химический состав
Рекомендуемый химический состав чугуна с вермикулярным графитом согласно ГОСТ 28394-89, приведен в табл. 3.
Таблица 3: Химический состав ЧВГ по ГОСТ 28394-89
| Массовая доля элементов, % |
Не менее | |||||||
| C | Si | Mn | P | S | Cr | Cu | Mg/РЗМ | |
| ЧВГ 30 | 3,5-3,8 | 2,2-3,0 | 0,2-0,6 | <0,08 | <0,025 | <0,15 | — | 0,015-0,028 0,10-0,20* |
| ЧВГ 35 | 3,5-3,8 | 2,2-3,0 | 0,2-0,6 | <0,08 | <0,025 | <0,15 | — | 0,02-0,028 0,10-0,20* |
| ЧВГ 40 | 3,1-3,5 | 2,0-2,5 | 0,4-1,0 | <0,08 | <0,025 | <0,20 | 0,4-0,6 | 0,02-0,028 0,10-0,20* |
| ЧВГ 45** | 3,1-3,5 | 2,0-2,5 | 0,8-1,2 | <0,05 | <0,025 | <0,30 | 0,8-1,0 | 0,02-0,028 0,10-0,20* |
* — Цифры в числителе соответствуют содержанию остаточного магния в чугуне, в знаменателе — остаточному содержанию суммы редкоземельных элементов (РЗМ).
** — Для получения износостойкого и теплостойкого перлитного ЧВГ допускается легирование чугуна марки ЧВГ 45 0,8 — 1,2% никеля и 0,2 — 0,4% молибдена.
Микроструктура ЧВГ
Специфическое сочетание высоких технологических и эксплуатационных свойств достижимо только при содержании в структуре чугуна не менее 80-90% вермикулярного графита, при этом остальное — чугун с шаровидным графитом, чугун с пластинчатым графитом — не допускается. Форма графита в структуре чугуна определяется по ГОСТ 3443.
Физико-механические свойства
Уникальное сочетание физико-механических свойств ЧВГ согласно ГОСТ 28394-89 представлено в табл. 4.
Таблица 4: Физико-механические свойства чугуна с вермикулярным графитом
| Механические свойства, не менее | Марки | ||||
| ЧВГ 30 | ЧВГ 35 | ЧВГ 40 | ЧВГ 45 | ||
| Временное сопротивление при сжатит, не менее, МПа | 450 | 700 | 1000 | 1400 | |
| Ударная вязкость, KCV, Дж/м2 | 10 | 10 | — | — | |
| Предел выносливости, не менее, МПа | 140 | 150 | 170 | 190 | |
| Модуль упругости (при 20’C) Е*104 | 13-14 | 13-14,5 | 14,5-16 | 14-17 | |
| Коэффициент интенсивности напряжения, не менее, МПа | 50 | 53,5 | 50,5 | 50,5 | |
| Циклическая вязкость (логарифмический декремент затухания вибрации), не менее, МПа | 4-7 | 4-7 | — | — | |
| Плотность, г/см3 | 7,0 | 7,1 | 7,2 | 7,3 | |
| Теплопроводность, Вт/м К | 0,49-0,51 | 0,47-0,49 | 0,37-0,41 | 0,37-0,41 | |
| Коэффициент линейного расширения (20-100’C), 10-6/’C | 12-14 | 12-14 | 12-14 | 12-14 | |
| Электросопротивление, МкОм/см | 70-80 | 70-80 | 70-80 | — | |
| Магнитная проницаемость, gc/эрст | 300-1500 | 300-1500 | 300-1500 | — | |
Область применения
Рекомендации ГОСТ 28394-89 по применению отливок из ЧВГ приведены в табл. 5.
Таблица 5: Области применения чугуна с вермикулярным графитом
| Марка чугуна |
Область применения | Примеры отливок |
| ЧШГ 30 ЧШГ 35 ЧШГ 40 |
Детали общего машиностроения (взамен серого чугуна), работающие при повышенных циклических механических нагрузках. Детали двигателей внутреннего сгорания, работающих при переменных повышенных температурах и механических нагрузках: автомобилестроение и тракторостроение, судостроение, дизелестроение, транспортное машиностроение, энергетическое машиностроение, металлургическое машиностроение |
Базовые детали станков, кузнечно-прессового оборудования, корпусные детали и др. Маслоприводы для тракторов, опорные детали, головки цилиндров, крепежные детали рам, бандажные кольца шестерен автомобилей повышенной грузоподъемности, тормозные рычаги тракторов, тормозные кронштейны, вентиляторная подушка, соединительные фланцы, крышки коробки передач, корпуса, крышки и головки цилидров, корпуса турбокомпрессоров, выхлопные патрубки, ступицы колес, балансиры, V-образные блоки 12-цилиндровых двигателей, блоки 6-цилиндровых двигателей. Крышки и головки цилиндров мощных судовых и тепловозных двигателей. Тормозные диски для высокоскоростных поездов, корпуса выпускных клапанов. Корпуса газовых турбин, корпуса компрессоров. Изложницы, поддоны, кокильная оснастка. |
| ЧШГ 40 | Детали, работающие при значительных механических нагрузках, в условиях трения, износа, гидрокавитации, и при повышенных термоциклических нагрузках | Корпуса винтовых передач, поршни и гильзы ДВС, корпуса гидроаппаратуры высокого давления, эксцентриковые зубчатые колеса и др. |
Производители и поставщики
- В настоящее время в Украине отсутствуют производители отливок из чугуна с вермикулярным графитом.
- SinterCast — разработчик комплекса оборудования для автоматического управления технологическим процессом надежного производства CGI в крупных промышленных объемах
Литература
- Механические и технологические свойства металлов. Справочник. Бобылев А.В. М., «Металлургия», 1980. 296 с.
- Воздвиженский В.М. и др. Литейные сплавы и технология их плавки в машиностроении. — М.: Машиностроение, 1984. — 432 с., ил
- Могилев В.К., Лев О.И. Справочник литейщика. М. Машиностроение, 1988. — 272 с.: ил.
- Энциклопедия неорганических материалов. В двух томах. К.: Высшая школа, 1977.
- ГОСТ 28394-89 «Чугун с вермикулярным графитом для отливок. Марки».
- Отливки из чугуна с шаровидным и вермикулярным графитом /Захарченко Э.В., Левченко Ю.Н., Горенко В.Г., Вареник П.А.- Киев: Наук. думка, 1986.-248 с.
- Справочник по чугунному литью./Под ред. д-ра техн. наук Н.Г. Гиршовича.- Л.: Машиностроение. Ленингр. отд-ние, 1978.- 758 с., ил

