

Литейщики по всему миру признают технологию INOTEC компании ASK Chemicals экологически чистой и высокопроизводительной основной технологией производства отливок из легких металлов. Использование этих термореактивных неорганических связующих систем в крупносерийном автомобилестроении предотвращает выбросы при производстве стержней, их хранении и литье. Кроме того, цепочка создания стоимости в процессах литья алюминия под низким давлением и гравитационного литья может использовать его экономические и технологические преимущества, поскольку при пиролизе связующей системы не образуется конденсат. Это создает дополнительные степени свободы для регулирования температуры в процессе литья.
Более быстрое затвердевание может привести к получению литых алюминиевых компонентов с улучшенной микроструктурой металла. Кроме того, требования к очистке и техническому обслуживанию стационарных пресс-форм снижаются, что повышает доступность пресс-форм и, следовательно, производительность.
До сих пор неорганические связующие системы использовались в основном для изготовления головок цилиндров и картеров двигателей внутреннего сгорания. В ходе диверсификации трансмиссии в автомобильной промышленности появились новые области применения, так что сегодня центральные корпуса для электродвигателей и конструктивные элементы (подрамники, балки осей) также производятся с системами неорганических связующих.
Таким образом, технология INOTEC превратилась из специальной рецептуры в систему свяжущего, применимую в различных областях производства стержней. Конкретные свойства песчаной сердцевины, такие как влагостойкость, устойчивость к выбивке и термическая стабильность, остаются центральными параметрами для работы системы неорганического вяжущего.
Влагостойкость (также называемая стабильностью при хранении) песчаных стержней, связанных неорганическими связями, обычно описывает устойчивость связующей системы к абсолютной влажности во время хранения стержней. При недостаточной влагостойкости возможно растрескивание песчаного керна вплоть до разрушения керна при хранении. Неконтролируемое поглощение (воздушной) влаги приводит к повышенному газовому потенциалу песчаной сердцевины, связанной неорганическими связями, так что газовые включения могут оставаться в алюминиевом литейном компоненте во время процесса литья.
После литья поведение неорганически связанных песчаных стержней по отношению к абсолютной влажности влияет на свойство выбивки во время обработки заготовок. Если влагостойкость недостаточна, может произойти реактивация системы вяжущего и может наблюдаться увеличение прочности или снижение способности к вытряхиванию. Таким образом, влагостойкость неорганических связующих систем является ключевым показателем эффективности всей технологической цепочки производства отливок, особенно для филигранных и сложных геометрических форм песчаных заполнителей, таких как водяные рубашки для головок цилиндров и электродвигателей.
Обычно влагостойкость систем неорганических вяжущих контролируют добавлением солей лития в жидкое вяжущее. Однако это приводит к снижению холодостойкости в качестве начального значения для хранения сердцевины, так что для получения подходящего уровня прочности необходимы сравнительно более высокие нормы добавления жидкого связующего. В то же время особенно соли лития не могут быть экономично использованы из-за высокого спроса со стороны аккумуляторной промышленности.
Промоторы INOTEC шестого поколения улучшают влагостойкость песчаных стержней с неорганическими связями, что является ключевой характеристикой твердого вяжущего системного компонента. Влагостойкость неорганически связанных песчаных стержней можно контролировать, определяя прочность и влажность во время хранения стержней при высокой абсолютной влажности. Измерение влажности при 600°С необходимо для записи суммы поглощенной воды в песчаном керне. На рис. 1 показано изменение двух параметров — «Сила» (столбики и левая шкала) и «Влажность 600 °C» (штриховые линии и правая шкала) — промоторных составов четвертого и шестого поколения в зависимости от времени хранения при абсолютная влажность около 18 г воды/м3 воздуха (30°C, относительная влажность 60%).
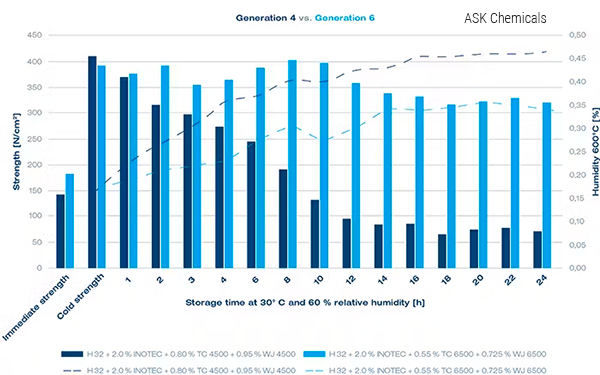
Рис. 1: Развитие абсолютной прочности (столбец) и влажности (линия) для песчаных стержней с неограниченной связкой на основе промоторов INOTEC четвертого поколения (темно-синий) и шестого поколения (светло-синий)
Стандартный испытательный образец (стержень на изгиб) демонстрирует хладопрочность 375–400 Н/см2 и влажность (600°С) около 0,20 % через час после изготовления сердечника, независимо от используемого поколения промоторов. Для четвертого поколения промоторов INOTEC прочность непрерывно снижается уже в начале процесса хранения. Период полураспада морозостойкости достигается уже после хранения в течение 8 часов.
В то же время наблюдается сильное увеличение влажности песчаного керна, составившее 0,40 % после хранения в течение 8 часов. Напротив, промоутер шестого поколения демонстрирует постоянный уровень прочности до времени хранения 10 часов и пониженное поглощение влаги на 0,30%. Лишь в дальнейшем течении срока хранения становится очевидным снижение прочности.
Тем не менее, сохранение прочности в течение 24-часового периода хранения составляет примерно 82% от хладостойкости. Тогда содержание влаги, определенное при 600°С, составляет 0,35%. Оба параметра демонстрируют улучшенную влагостойкость шестого поколения промоторов. В дополнение к этой улучшенной влагостойкости при хранении стержня, использование промотора шестого поколения также приводит к повышению стабильности процесса при механической обработке необработанных деталей.
На рис. 2 показана характеристика вытряски стандартизированного испытательного образца (изгибаемого стержня) на основе промоторов четвертого и шестого поколений при хранении необработанных отливок при различных уровнях влажности. Образцы подвергали термонапряжению при 650°С, соответственно хранили в различных климатических условиях и определяли способность к выбивке после механического воздействия. На характеристики вытряхивания неорганически связанных песчаных стержней на основе промотора четвертого поколения отрицательно влияет увеличение времени хранения и более высокая абсолютная влажность. В отличие от этого, свойство встряхивания песчаных кернов с неорганическими связями на основе промотора шестого поколения остается постоянным.
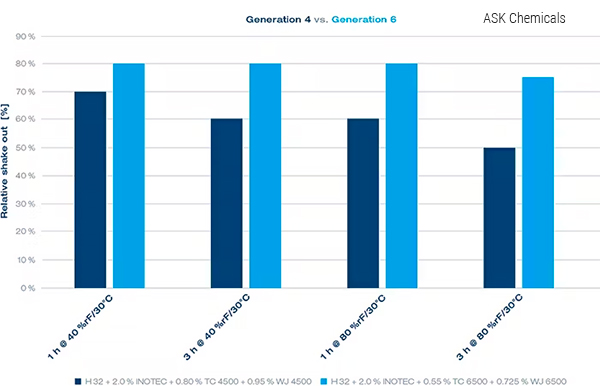
Рис. 2: Относительные дезинтеграционные свойства песчаных кернов с неорганическми связями на основе промоторов INOTEC четвертого (темно-синий) и шестого поколения (светло-синий) при при различных условиях
Концепция термической стабильности была включена в промоутеры INOTEC шестого поколения благодаря проверенной концепции инструментов. Термическая стабильность описывает устойчивость связующей системы к механическим и термическим воздействиям при литье. В этом контексте промотор INOTEC WJ 6500 демонстрирует исключительно высокую термическую стабильность, которая противодействует деформации, особенно филигранной и термонапряженной геометрии стержня, такого как стержни с водяной рубашкой, во время литья.
Напротив, промотор INOTEC TC 6500 имеет низкую термическую стабильность и подходит для получения объемных геометрий стержней. Дополнительные рецептуры продуктов можно смешивать в любом соотношении, так что можно установить конкретную термическую стабильность в зависимости от геометрии песчаного керна. Влияние различных пропорций смешивания промоторов INOTEC TC 6500 и WJ 6500 на термическую стабильность связующей системы можно наблюдать, например, с помощью нагревательного микроскопа (см. рис. 3 ).Изменение площади кубического образца для испытаний, состоящего из связующего INOTEC и промотора INOTEC, регистрируют при повышении температуры. Изменение площади на 5% определяется как так называемая температура размягчения, так что по изменению кривой можно сделать выводы о начальном размягчении связующей системы. Последовательное увеличение нормы нанесения термостабильного промотора INOTEC WJ 6500 приводит к увеличению термической стабильности, заметному повышению температуры размягчения.
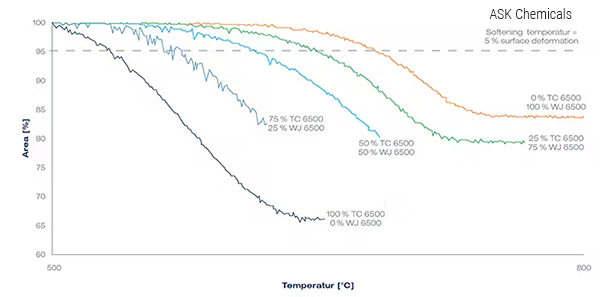
Рис. 3: Влияние пропорций смешивания промоторов INOTEC TC 6500 и WJ 6500 на температуру размягчения
В дополнение к этим свойствам, характерным для песчаного керна, следует также выделить сниженную норму добавления промоторов шестого поколения и, следовательно, повышенную эффективность материала. При использовании только состава продукта скорость добавления снижается на 31% (TC 6500) и 24% (WJ 6500) по сравнению с промоутерами четвертого поколения.
Таким образом, промоутерская система INOTEC шестого поколения предлагает оптимизированную влагостойкость и при этом может быть гибко адаптирована к различным требованиям заказчика благодаря проверенной концепции инструментов с дополнительными рецептурами. Промотор последнего поколения обеспечивает максимальную стабильность процесса хранения стержней, литья и обработки необработанных деталей.
Авторы
dr. Markus Jonek (д-р Маркус Йонек) — руководитель лаборатории неорганических связующих ASK Chemicals, E-mail: Markus.Jonek@ask-chemicals.com
dr. Christian Appelt (д-р Кристиан Аппельт) — руководитель отдела управления бизнесом ASK Chemicals в Европе, E-mail: Christian.Appelt@ask-chemicals.com.
Источник: www.foundrymag.com
Tags:
Литье в ХТС