

ФОП ЛЕОНТІЄВ Михайло Васильович (г. Киев, Украина) поставляет пенокерамические фильтры торговой марки VUKOPOR® A производства компании LANIK s.r.o. (Чешская Республика).
Назначение и характеристики
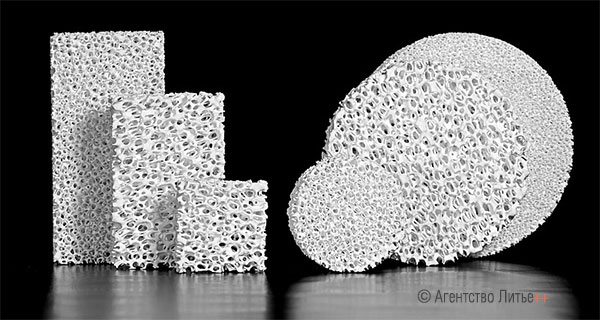
Пенокерамические фильтры VUKOPOR® A предназначены для очистки расплавов алюминиевых сплавов на металлургических заводах и для фильтрации алюминиевых сплавов при производстве отливок в литейных цехах.
Фильтры образованы трехмерной структурой взаимно-открытых пор, образующих лабиринт керамического тела фильтра. Изделия отличаются гомогенной керамической структурой с минимумом блокированных мест на обеих рабочих поверхностях. Таким способом созданы оптимальные условия для эффективного использования всех механизмов фильтрации.
Химический состав керамики фильтра, основывающийся на Al2O3, дает возможность эффективно уловить нежелательные примеси, особенно включения подобного состава (оксидные плены). Благодаря совершенной устойчивости к высоким температурам даже при длительном их действии фильтры VUKOPOR® A можно успешно применять в фильтрационных боксах или в распределительных печах при фильтровании больших объемов жидкого металла.
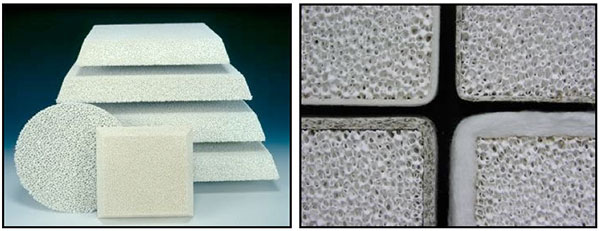
Литейные фильтры

Литейные фильтры можно устанавливать в фильтровальной ячейке литниковой системы формы или в теплоизоляционную/экзотермическую лейку-прибыль для технологии прямого литья на фильтр. Их можно тоже комбинировать с изоляционными литниками из керамических волокон.
Фильтры также размещаются в подводящие стояки в случае технологии литья отливок под низким давлением. Специальным видом фильтра для данной технологии являются так называемые „фильтрационные пробки“.
Литейные фильтры VUKOPOR® A с успехом устанавливаются в распределительных печах в технологии литья под давлением. При этом длительное нахождение изделий в расплаве алюминия не влияет на их фильтровальные возможности.
Металлургические фильтры
Металлургические фильтры производятся в форме усеченной пирамиды с размерами в дюймах. Скошенные боковые стенки служат в качестве опорной поверхности для посадки в керамический фильтрационный бокс.
Помимо изделий стандартных форм и размеров, по индивидуальному заказу можно изготовить специальные фильтрационные сегменты различных форм и размеров без скошенных боковых граней, которые в большинстве случаев помещаются в вертикальном положении в фильтрационные боксы или в футеровки печей. Рекомендуется оснастить все виды фильтров уплотняющей или расширительной лентой, для прочной фиксации фильтра в месте установки изделия дополнительно можно оснастить специальным уплотнением.
Технические данные
Таблица 1: Технические характеристики
| Наименование показателя | Величина показателя |
| Химический состав | Al2O3, SiO2 |
| Структура | керамическая |
| Цвет | белый (допускаются различные степени белизны) |
| Пористость | 10, 20, 30, 40, 50, 60 ppi; комбинация ppi, напр. 20/40, 30/50 |
| Температура | макс. 1350°C |
| Основные формы | круг, квадрат. прямоугольник; усеченная пирамида, усеченный конус |
| Поверхность фильтра | ровная или профилированная (гофрированная) |
| Допуски размеров | + 0 / — 2 мм до 100 мм + 0 / — 3 мм для 100 -150 мм остальные — по спецификации металлургических фильтров |
Трещины и отверстия на обеих рабочих поверхностях недопустимы, боковые грани могут быть залиты керамикой.
Ассортимент фильтров
Таблица 2: Ассортимент металлургических фильтров и их фильтровальные параметры
| Размеры, дюймы |
Размеры, мм |
Допуски размеров, мм |
Массы и допуски, г |
Фильтровальный ресурс, т Al |
Скорость фильтрования, кг Al/мин |
| 7“ x 7“ x 2“ | 178 x 178 x 50 | 178 ± 3 | 560 ± 60 | 5 | 20-60 |
| 9“ x 9“ x 2“ | 228 x 228 x 50 | 228 ± 3 | 960 ± 100 | 10 | 40-120 |
| 12“ x 12“ x 2“ | 305 x 305 x 50 | 305 ± 3 | 1740 ± 160 | 15 | 80-240 |
| 15“ x 15“ x 2“ | 381 x 381 x 50 | 381 ± 3 | 2770 ± 220 | 25 | 120-360 |
| 17“ x 17“ x 2“ | 431 x 431 x 50 | 431 ± 3 | 3600 ± 250 | 35 | 160-480 |
| 20“ x 20“ x 2“ | 508 x 508 x 50 | 508 ± 4 | 5020 ± 300 | 45 | 230-690 |
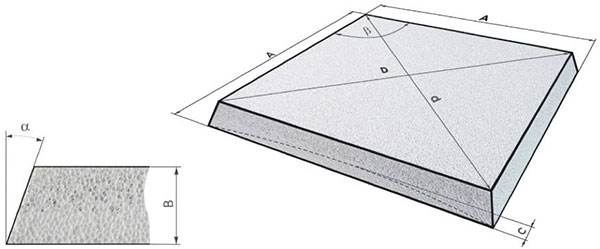
Рис. 1: Размеры фильтров VUKOPOR® A для металлургии
Размер A см. таблицу
Толщина B + 0 / — 2 мм
Значение C макс. 2 мм (на каждой стенке)
D — d ≤ 0,6% x A
Угол α 18o ± 1°
Угол β 90° ± 1°
Таблица 3: Ассортимент литейных фильтров и их фильтровальные параметры
| Размер фильтра, мм | Толщина фильтра, мм | Фильтровал. ресурс, кг | Скорость литья, кг/с | Фильтровал. ресурс, кг | Скорость литья, кг/с | Фильтровал. ресурс, кг | Скорость литья, кг/с |
| 10 ppi | 20 ppii | 30 ppi | |||||
| 40х40х | 15, 22 | 27 | 1,5 | 19 | 1 | 16 | 1 |
| 50х30х | 15, 22 | 23 | 1,5 | 18 | 1 | 15 | 1 |
| 50х50х | 15, 22 | 42 | 2 | 30 | 1,5 | 25 | 1,5 |
| 75х50х | 22 | 64 | 3 | 45 | 2,5 | 38 | 2 |
| 75х75х | 22 | 96 | 5 | 67 | 4 | 56 | 3 |
| 100х100х | 22 | 170 | 9 | 120 | 7 | 100 | 5,5 |
| 125х125х | 25 | 265 | 14 | 187 | 10 | 156 | 8,5 |
| 150х150х | 25 | 383 | 20 | 270 | 15 | 225 | 12 |
| Ø 40х | 15, 22 | 21 | 1 | 15 | 1 | 13 | 1 |
| Ø 50х | 22 | 33 | 1,5 | 24 | 1,5 | 20 | 1 |
| Ø 75х | 22 | 75 | 4 | 53 | 3 | 44 | 2,5 |
| Ø 100х | 22 | 134 | 7 | 94 | 5 | 79 | 4,5 |
| Ø 125х | 25 | 209 | 11 | 150 | 8 | 120 | 6,5 |
| Ø 150х | 25 | 300 | 16 | 210 | 12 | 170 | 10 |
Манипуляции с фильтрами
Рабочие манипуляции с пенокерамическими фильтрами должны проводиться с учетом их хрупкости. При обращении с фильтрами предпочтительно работать без перчаток. После извлечения из коробок изделия необходимо легко обстучать, и продуть струей сжатого воздуха для удаления возможной мелкой керамической крошки.
Выбирая размер, форму и пористость фильтров, нужно соблюдать действующие принципы и правила, учитывающие требуемую фильтрующую способность, скорость разливки и место установки фильтра. Для оказания технической помощи по этому вопросу просим связаться с коммерческо-техническим отделением фирмы или с представительством фирмы в конкретной стране.
Фильтры нельзя подвергать механической обработке. Форма и размеры изделий должны соответствовать месту установки в ячейке литниковой системы, в воронке-прибыли. В случае отсутствия буртика для установки фильтра, изделие можно изготовить с уклоном для его посадки, что облегчит его выход на поверхность после окончания литья.
Перед применением металлургических (крупных) фильтров, для исключения риска их замерзания, а также для обеспечения максимальной скорости прохождения металла по всей рабочей поверхности, изделия в обязательном порядке подвергают принудительному нагреву при помощи специального оборудования. Можно использовать электрический или газовый подогрев. Нагрев должен происходить постепенно и равномерно по всей поверхности. Если фильтр оснащен расширительной уплотнительной лентой, то в течение подогрева нужно уделять надлежащее внимание краям фильтра. Фильтр, нагретый до температуры 350 — 400°C, готов к использованию.



В течение разливки фильтр постоянно должен находиться в расплаве. После прекращения разливки изделие можно сохранить в рабочем (горячем) состоянии поместив его под специальный газовый или электрический обогреватель, в противном случае изделие вынимается из бокса и далее использованию не подлежит. Экономически целесообразно производить выемку (замену) фильтровального элемента после полного использования его фильтровального ресурса. Запрещается очистка фильтра в процессе разливки металла, т.к. это может привести к повреждению его поверхности.
Упаковка и маркировка фильтров
Литейные фильтры упакованы в картонные коробки, защищающие фильтр от повреждения. Отдельные слои проложены мягкой многослойной бумагой. Между фильтрами оставлены зазоры, чтобы предотвратить взаимный контакт изделий в коробке.
Металлургические фильтры упакованы в отдельные картонные коробки, которые в свою очередь устанавливаются в так называемый „мастер бокс“, и транспортируются в вертикальном положении.
Каждая коробка оснащена ярлыком, содержащим идентификационные данные о фильтрах (размер, вид, ppi, количество, дата производства и др.) и информацию о заказе (№ заказа, наименование заказчика и др.).
Транспортировка и хранение
Картонные коробки с фильтрами устанавливаются на паллеты и транспортируются в крытых транспортных средствах. Пенокерамические фильтры хранятся исключительно в закрытых сухих складских помещениях. Картонные коробки можно штабелировать, но не более семи слоев. Если в процессе транспортировки или хранения фильтры подвергались влиянию повышенной влажности, то перед применением их необходимо высушить при 110°C до полного удаления влаги.
Процесс управления качеством
Весь процесс производства пенокерамических фильтров VUKOPOR® определяется системой управления качеством согласно ISO 9001 : 2000.
Контакты
LANIK s.r.o.
Chrudichromská 2376/17,
680 01 Boskovice, Czech Republic
Телефон: +420 516 428 460
Факс: +420 516 428 499
E-mail: info@lanik.eu
http:// www.lanik.eu
ФОП ЛЕОНТІЄВ Михайло Васильович
Адрес: Украина, 02095, г. Киев, ул. Княжий затон 4/69
Телефон: + 38 (044) 362-75-71
Телефон (моб.): +38 (050) 334-10-97
E-mail: leontiyev@ukr.net
ЄДРПОУ 1932310090
Платник єдиного податку 3 група — 5%
р/р 26001571161 в АТ «Райффайзен Банк АВАЛЬ» МФО 380805
